Acero al carbono, Plasma o, Gas protector aire 80 a corte – Hypertherm HPR130XD Manual Gas Preventive Maintenance Program Rev.4 Manual del usuario
Página 95
1
MODO DE OPERAR
HPR260 Manual de gas
Manual de Instrucciones
4-13
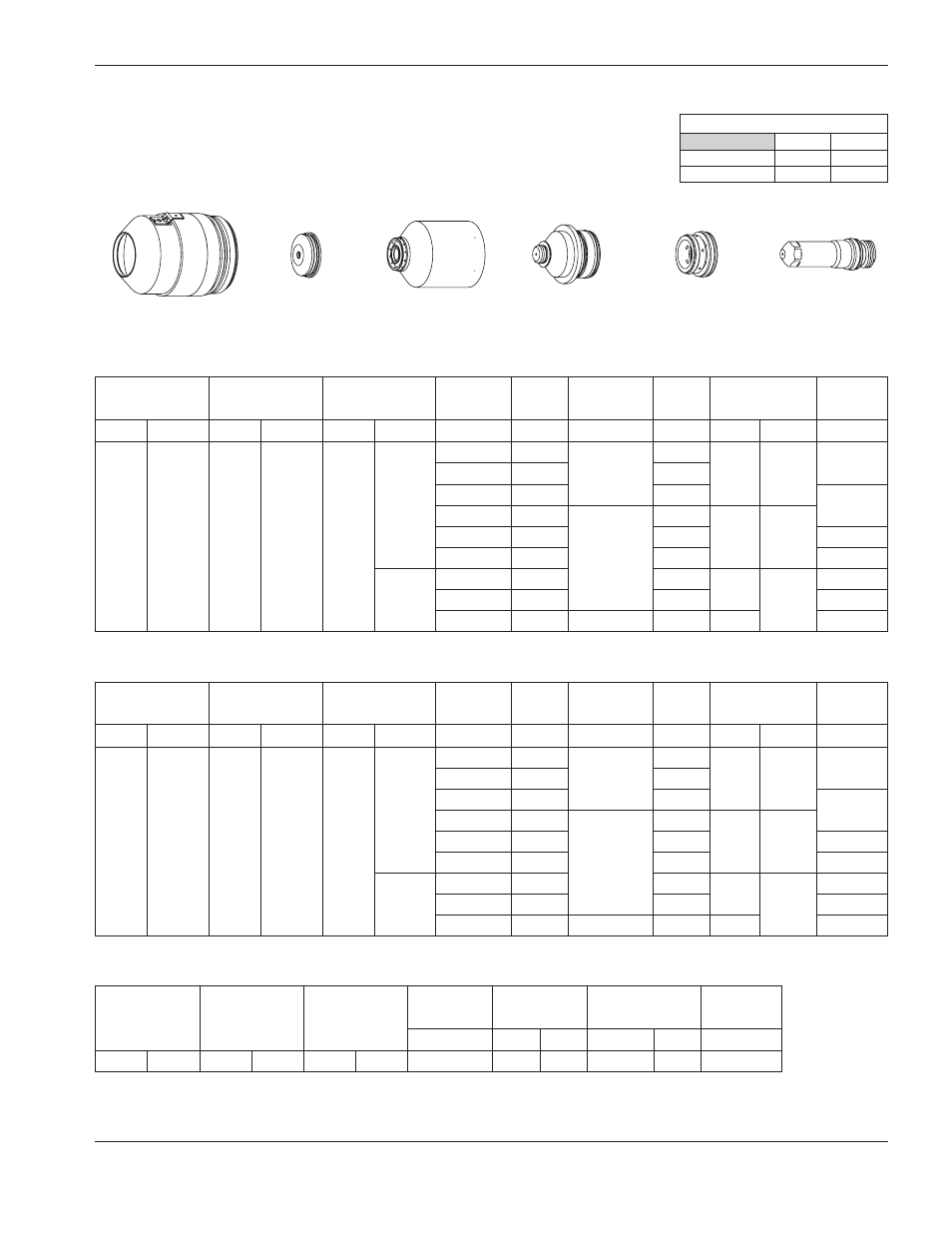
Acero al carbono
Plasma O
2
/ Gas Protector Aire
80 A Corte
Métrico
Inglés
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Amperaje
Distancia
antorcha-pieza
Velocidad
de marcar
Voltaje
de arco
A
mm
pulg.
mm/min
ppm
V
N
2
N
2
10
10
10
10
15
2,5
0.100
6350
250
130
Marcar
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma Protección Plasma Protección Plasma Protección
mm
V
mm
mm/m
mm
factor %
seg.
O
2
Aire
50
30
72
30
2
112
2,5
9810
3,8
150
0,1
2,5
115
7980
3
117
6145
0,2
4
120
2,0
4300
4,0
200
6
123
3045
0,3
10
127
1810
0,5
15
12
130
1410
5,0
250
0,7
15
133
1030
0,8
20
135
2,5
545
6,3
0,9
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma Protección Plasma Protección Plasma Protección
pulg.
V
pulg.
ppm
pulg.
factor %
seg.
O
2
Aire
50
30
72
30
0.075
112
0.100
400
0.150
150
0.1
0.105
115
290
0.135
117
180
0.2
3/16
120
0.080
155
0.160
200
1/4
123
110
0.3
3/8
127
75
0.5
15
1/2
130
50
0.200
250
0.7
5/8
133
37
0.8
3/4
135
0.100
25
0.250
0.9
Taza de flujo – lpm/scfh
O
2
Aire
Preflujo
0 / 0
76 / 161
Flujo de corte
23 / 48
41 / 87
220189
220173
220187
220176
220179
220188