Búsqueda de averías de códigos de error – 4 de 10 – Hypertherm HPR130XD Manual Gas Preventive Maintenance Program Rev.4 Manual del usuario
Página 138
MANTENIMIENTO
5-14
HPR260 Manual de gas
Manual de Instrucciones
4
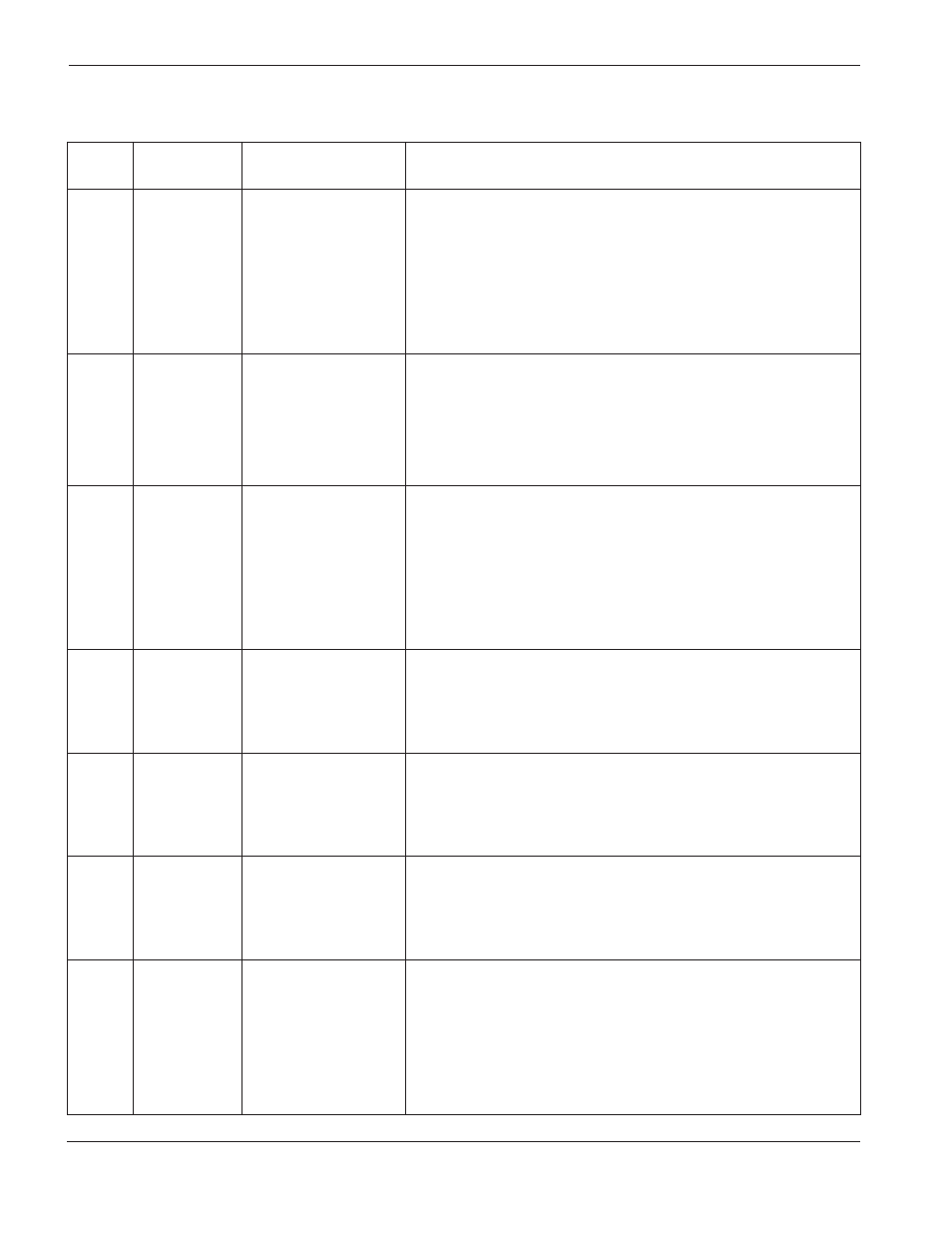
Búsqueda de averías de códigos de error – 4 de 10
Código
de error Nombre
Descripción
Acción correctiva
050
La señal de
arranque está
“ON”
(Encendida) a
la iniciación
La entrada de señal de
arranque de plasma no
debería estar activa
durante el encendido
inicial de la fuente de
energía.
1. Detenga, o limpie el programa de corte, en caso que la señal del
arranque plasma no fue retirada después del último corte.
2. Verifique que el cable de interface CNC no esté dañado.
3. Quite el cable de interface del CNC de PCB3 y verifique que existe un
circuito abierto entre las patillas 15 y 34.
4. Si el circuito está cerrado, ya sea CNC está emitiendo un arranque de
plasma, o el cable de interface CNC está averiado.
5. Si el circuito está abierto, y el LEDN300J está iluminado mientras el
cable de interface CNC esté separado de PCB3, reemplace PCB3.
053
Presión baja del
gas protector
La presión del gas
protector está debajo
del límite inferior de
0,14 bar.
1. Verifique la presión del suministro de gas y garantice que queda
suficiente volumen de gas en su suministro.
2. Verifique las fijaciones del regulador de gas en la consola de gas con la
tabla de corte.
3. Vea Fijando los reguladores de la fuente (sección de Instalación).
4. Lleve a cabo procedimiento de prueba de fugas o escapes (sección de
Mantenimiento).
054
Presión alta de
gas protector
La presión del gas
protector está sobre
el límite superior de
7,58 bar.
1. Verifique la presión del suministro de gas. Véase Fijando los reguladores
de presión en la sección de Instalación.
2. Verifique que las fijaciones de la presión en la consola de gas sean
según la tabla de corte.
3. El solenoide en el conjunto de válvulas de cierre no está abriéndose.
Verifique que haya potencia a las válvulas. Desconecte las mangueras
de plasma y gas protector que salen del conjunto de válvulas de cierre.
Si las presiones disminuyen, una válvula no está funcionando o la
válvula no tiene potencia.
055
Presión de
entrada MV 1
Sólo para
auto gas
Presión de entrada de
válvula 1 de motor es
menos de 3,45 bar o
mayor que 9,65 bar.
Verifique que transductor P1 de presión de gas esté entre 3,45 bar
y 9,65 bar. Aumentar o disminuir la entrada de presión de gas para
corregir el problema.
056
Presión de
entrada MV 2
Sólo para
auto gas
Presión de entrada de
válvula 2 de motor es
menos de 3,45 bar o
mayor que 9,65 bar.
Verifique que transductor P2 de presión de gas esté entre 3,45 bar
y 9,65 bar. Aumentar o disminuir la entrada de presión de gas para
corregir el problema.
057
Corte la presión
de gas 1
Sólo para
auto gas
La presión de salida de
gas de corte 1 es menos
de 3,45 bar o mayor
de 9,65 bar en la consola
de selección.
Verifique que transductor P3 de presión de gas esté entre 3,45 bar
y 9,65 bar. Aumentar o disminuir la entrada de presión de gas para
corregir el problema.
058
Corte la presión
de gas 2
Sólo para
auto gas
La presión de salida de
gas de corte 2 es menos
de 3,45 bar para no
mezclar o menos de
1,38 bar al mezclar o
mayor de 9,65 bar (no de
mezclar y de mezclar)
Verifique que transductor P4 de presión de gas esté entre 3,45 bar
y 9,65 bar. Aumentar o disminuir la entrada de presión de gas para
corregir el problema.