Fuente de energía a cable de interface cnc – Hypertherm HPR130XD Manual Gas Preventive Maintenance Program Rev.4 Manual del usuario
Página 60
4
INSTALACIÓN
3-24
HPR260 Manual de gas
Manual de Instrucciones
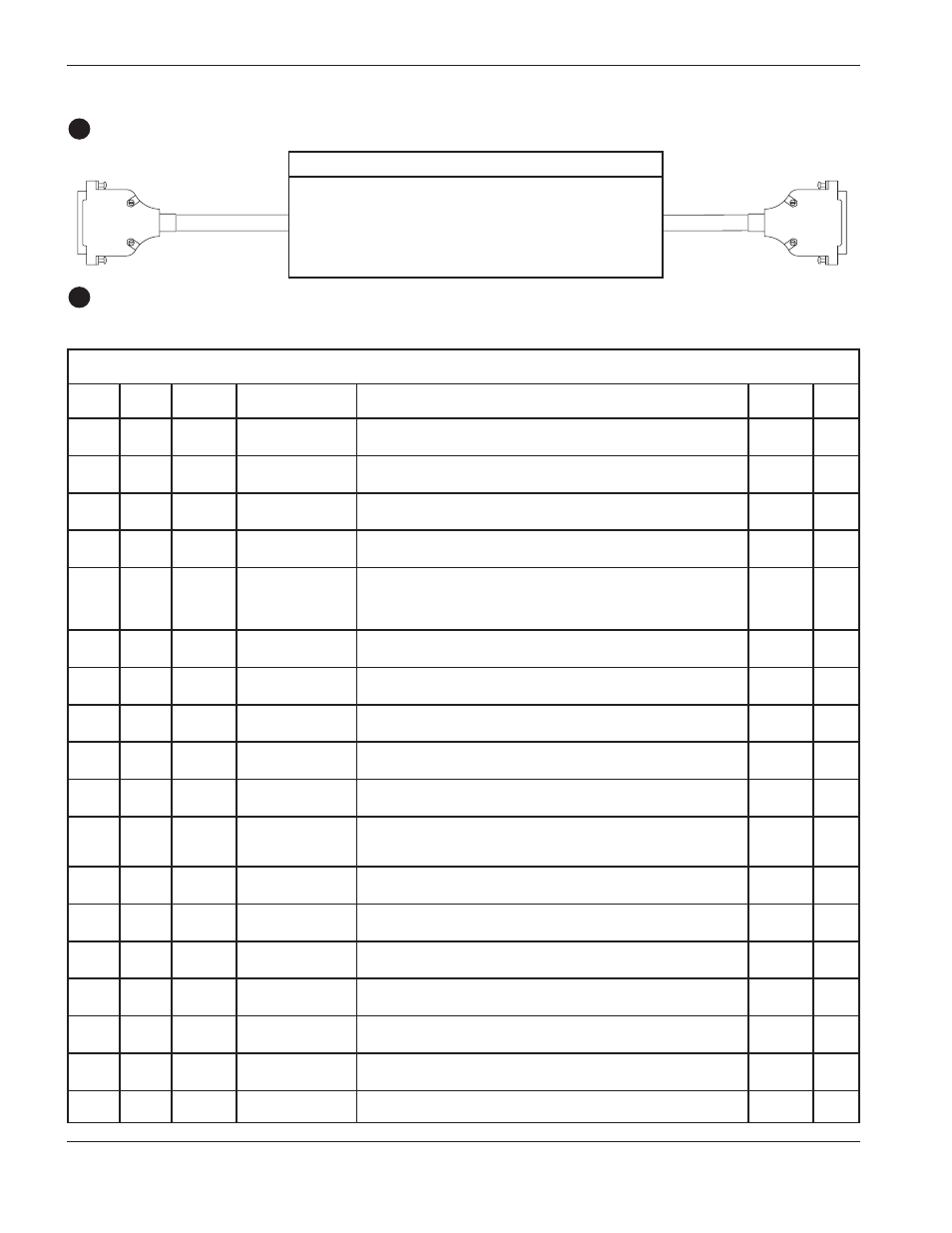
Fuente de energía a cable de interface CNC
8
A J 300
Cable de interface CNC de sistema múltiple opcional
(véase los esquemáticos para información
sobre instalación)
9
No. de pieza
Largo
No. de pieza
Largo
123210
3 m
123741
25 m
123211
4,5 m
123742
35 m
123022
7,5 m
123220
45 m
123214
10 m
123852
60 m
123023
15 m
123853
75 m
123851
20 m
Color del
Número
Entrada/
Entrada/
alambre
de patilla
Salida
Nombre de la señal
Función
Salida
Notas
Negro
1
Entrada
Rx -
Recibidor de serie RS-422
Salida
Rojo
20
Entrada
Rx +
Recibidor de serie RS-422
Salida
Negro
2
Salida
Tx -
Transmisor de serie RS-422
Entrada
Verde
21
Salida
Tx +
Transmisor de serie RS-422
Entrada
Negro
3
Conexión a tierra RS-422
Conexión a tierra de serie RS-422
Azul
22
Ninguna
Sin uso
Negro
4
Salida
Movimiento 1 E (-)
Notifica al CNC que la transferencia del arco ha ocurrido y el comenzar el movimiento de la máquina
Entrada
2 y 3
Amarillo 23
Salida
Movimiento 1 C (+)
una vez que la demora del temporizador de perforación del CNC ha completado su tiempo.
Entrada
Negro
5
Salida
Error E (-)
Notifica a CNC que ha ocurrido un error.
Entrada
2
Café
24
Salida
Error C (+)
Entrada
Negro
6
Salida
Error E de descen-
Entrada
2
dimiento paulatino (-)
Notifica al CNC que un error de descendimiento paulatino
Naranja
25
Salida
Error C de descen-
ha ocurrido.
dimiento paulatino (+)
Rojo
7
Salida
No está listo E (-)
Notificó a CNC (control numérico computarizado) que el sistema
Entrada
2
Blanco
26
Salida
No está listo C (+)
plasma no está listo a disparar un arco.
Rojo
8
Salida
Movimiento 2 E (-)
Notifica al CNC que la transferencia del arco ha ocurrido y el comenzar el movimiento de la máquina
Entrada
2 y 3
Verde
27
Salida
Movimiento 2 C (+)
una vez que la demora del temporizador de perforación del CNC ha completado su tiempo.
Entrada
Rojo
9
Salida
Movimiento 3 E (-)
Notifica al CNC que la transferencia del arco ha ocurrido y el comenzar el movimiento de la máquina
Entrada
2 y 3
Azul
28
Salida
Movimiento 3 C (+)
una vez que la demora del temporizador de perforación del CNC ha completado su tiempo.
Entrada
Rojo
10
Salida
Movimiento 4 E (-)
Notifica al CNC que la transferencia del arco ha ocurrido y el comenzar el movimiento de la máquina
Entrada
2 y 3
Amarillo 29
Salida
Movimiento 4 C (+)
una vez que la demora del temporizador de perforación del CNC ha completado su tiempo.
Entrada
Rojo
11
Ninguna
Sin uso
Café
30
Ninguna
Sin uso
Rojo
12
Entrada
Esquina -
CNC notifica al sistema por plasma que está acercándose a una esquina
Salida
1
Naranja
31
Entrada
Esquina +
y se debe reducir la corriente de corte (la corriente de corte se selecciona
Salida
por el CNC o desciende automáticamente a 50% de la corriente de corte)
Verde
13
Entrada
Perforación -
CNC notifica al sistema por plasma que mantenga preflujo
Salida
1
Blanco
32
Entrada
Perforación +
protector hasta que el CNC libere la señal.
Verde
14
Entrada
Sostén -
No se requiere sin CommandTHC. CommandTHC requiere señal
Salida
1
Azul
33
Entrada
Sostén +
a los gases de preflujo durante IHS.
Verde
15
Entrada
Comenzar -
CNC inicia el arco plasma.
Salida
1
Amarillo 34
Entrada
Comenzar +
Salida
Verde
16
Ninguna
Sin uso
Café
35
Ninguna
Sin uso
Verde
17
Ninguna
Sin uso
Naranja
36
Tierra de potencia
Tierra
Blanco
18
Tierra de potencia
Tierra
Negro
37
CNC +24 VCD
Disponible 24 VCD (200 miliamperios máximo) Ver notas.
4
19
CNC +24 VCD
No conectada
Fuente de energía
CNC