Pág. 312, 5 ciclos sl – HEIDENHAIN TNC 620 (340 56x-01) Manual del usuario
Página 312
312
8 Programación: Ciclos
8.5 Ciclos SL
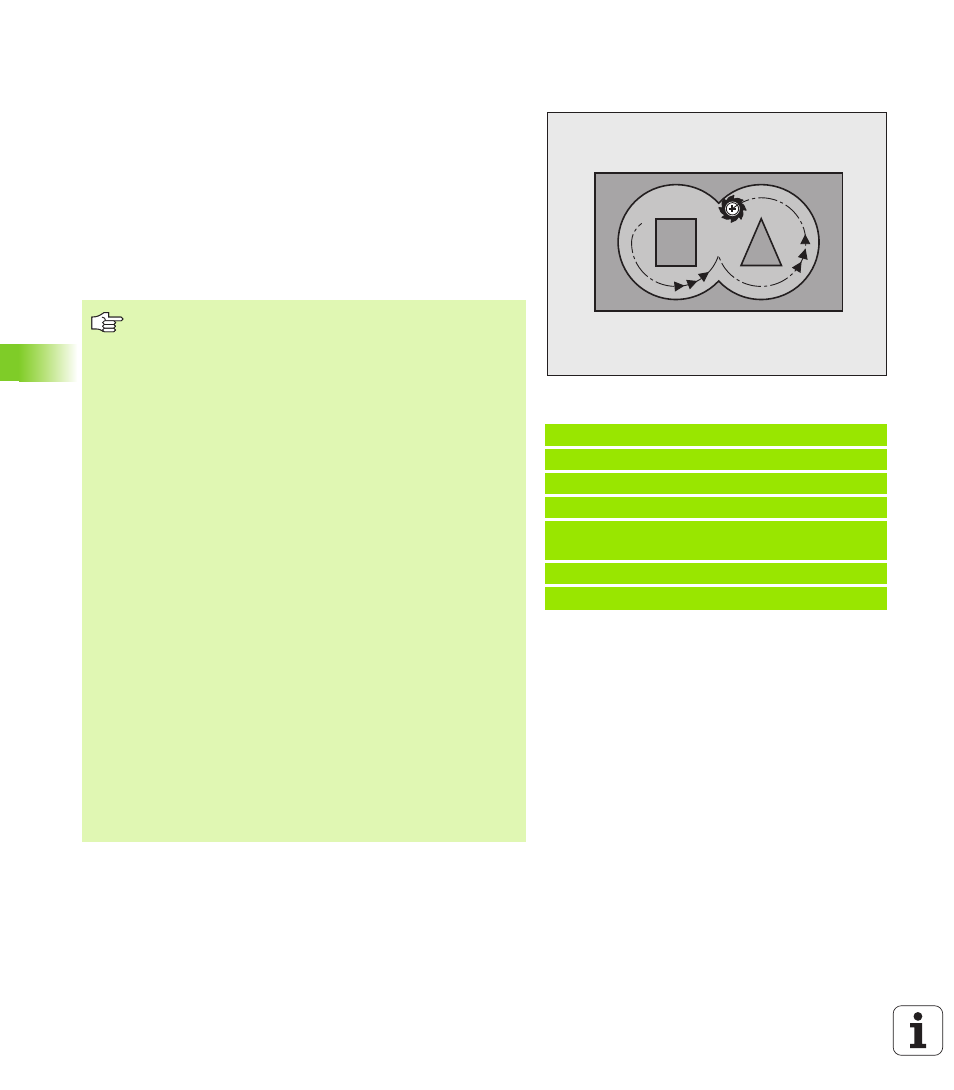
DESBASTE (ciclo 22, opción de Software
Advanced programming features)
1
El TNC posiciona la hta. sobre el punto de profundización; para ello
se tiene en cuenta la sobremedida de acabado lateral
2
En la primera profundidad de paso la hta. fresa el contorno de
dentro hacia afuera con el avance de fresado Q12
3
Para ello se fresa libremente el contorno de la isla (aquí: C/D) con
una aproximación al contorno de la cajera (aquí: A/B)
4
En el próximo paso el TNC desplaza la herramienta a la próxima
profundidad de aproximación y repite el proceso de desbaste,
hasta que se alcance la profundidad programada
5
Para finalizar el TNC retorna la herramienta a la altura de seguridad
Ejemplo: Frases NC
59 CYCL DEF 22 DESBASTE
Q10=+5
;PROFUNDIDAD DE PASO
Q11=100
;AVANCE AL PROFUNDIZAR
Q12=350
;AVANCE DE DESBASTE
Q18=1
;HERRAMIENTA DE DESBASTE
PREVIO
Q19=150
;AVANCE PENDULAR
Q208=99999 ;AVANCE DE RETROCESO
Antes de la programación deberá tenerse en cuenta
Si es preciso utilizar una fresa con dentado frontal cortante
en el centro (DIN 844) o pretaladrado con el ciclo 21.
El comportamiento de profundización del ciclo 22 se
determina con el parámetro Q19 y en la tabla de
herramienta con las columnas ANGULO y LCUTS:
Si se define Q19=0, el TNC profundiza siempre de forma
perpendicular, también si está definido un ángulo de
profundización para la herramienta activa (ANGULO)
Si se define ANGULO=90º, el TNC profundiza de forma
perpendicular. Como avance de profundización se utiliza
el avance pendular Q19
Cuando se define el avance pendular Q19 en el ciclo 22
y el ÁNGULO en la tabla de herramientas entre 0.1 y
89.999, el TNC profundiza con el ÁNGULO determinado
de forma pendular
Cuando el avance pendular en el ciclo 22 se define y no
existe ningún ANGULO en la tabla de herramientas, el
TNC emite un aviso de error
En contornos de cajeras con esquinas interiores
puntiagudas puede quedar material restante durante el
desbaste, si se utiliza un factor de solapamiento mayor a
1. Comprobar especialmente la trayectoria más interior en
el gráfico de test y, en caso necesario, modificar
ligeramente el factor de solapamiento. Con ello se
consigue otra división de corte, lo que conduce, la mayoría
de veces, al resultado deseado.
El TNC no tiene en cuenta en el acabado un valor definido
de desgaste DR de la herramienta en desbaste previo.