2 datos de la herramienta, Condiciones para la corrección de la herramienta, Número y nombre de la herramienta – HEIDENHAIN TNC 620 (340 56x-01) Manual del usuario
Página 122: Longitud de la herramienta l
122
5 Programación: Herramientas
5.2 D
a
to
s de la her
ramienta
5.2 Datos de la herramienta
Condiciones para la corrección de la herramienta
Normalmente las coordenadas de las trayectorias necesarias, se
programan tal como está acotada la pieza en el plano. Para que el TNC
pueda calcular la trayectoria del punto central de la herramienta, es
decir, que pueda realizar una corrección de la herramienta, deberá
introducirse la longitud y el radio de cada herramienta empleada.
Los datos de la herramienta se pueden introducir directamente en el
programa con la función TOOL DEF o por separado en las tablas de
herramientas. Si se introducen los datos de la herramienta en la tabla,
existen otras informaciones específicas de la herramienta (QV).
Cuando se ejecuta el programa de mecanizado, el TNC tiene en cuenta
todas las informaciones introducidas.
Número y nombre de la herramienta
Cada herramienta se caracteriza con un número del 0 a 9999. Cuando
se trabaja con tablas de herramienta, se pueden emplear números
más altos y además adjudicar nombres de herramientas. Los nombres
de herramienta pueden contener como máximo 16 caracteres.
La herramienta con el número 0 se ha definido como herramienta cero
y tiene longitud L=0 y radio R=0. En las tablas de herramientas la
herramienta T0 también debería definirse con L=0 y R=0.
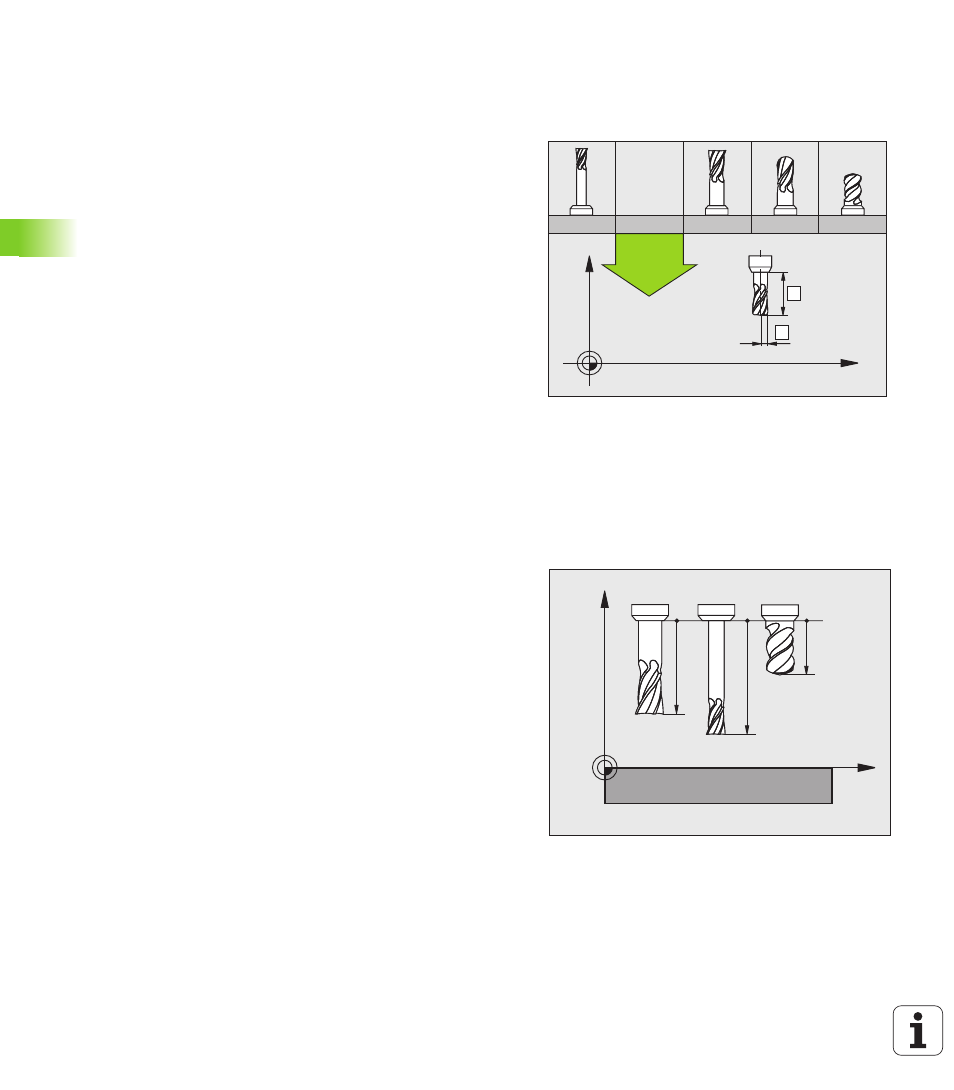
Longitud de la herramienta L
Debe introducirse la longitud de la herramienta L básicamente como
longitud absoluta referida al punto de referencia de la herramienta. El
TNC necesita forzosamente la longitud total de la herramienta para
numerosas funciones en combinación con el mecanizado de varios
ejes.
Z
X
1
18
13
12
8
R
L
8
Z
X
L3
L2
L1