Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 393
TORNEADO DE TRONZADO CONTORNO RADIAL
(Ciclo 840, DIN/ISO: G840)
12.18
12
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
393
Parámetros de ciclo
Volumen de mecanizado Q215: Fijar volumen de
mecanizado:
0
: Desbaste y acabado
1
: Solo desbaste
2
: Solo acabado a la dimensión final
3
: Solo acabado a la sobremedida
Distancia de seguridad Q460: reservado,
actualmente sin función
Avance de desbaste Q478: velocidad de avance
durante el desbaste. Si se ha programado M136,
el TNC interpreta el avance en milímetros por
revolución, sin M136 en milímetros por minuto.
Avance profundización Q488: velocidad de avance
en el mecanizado de elementos de profundización
Este valor de introducción es opcional. Si no se
programa, se aplicará el avance definido para el
mecanizado de torneado.
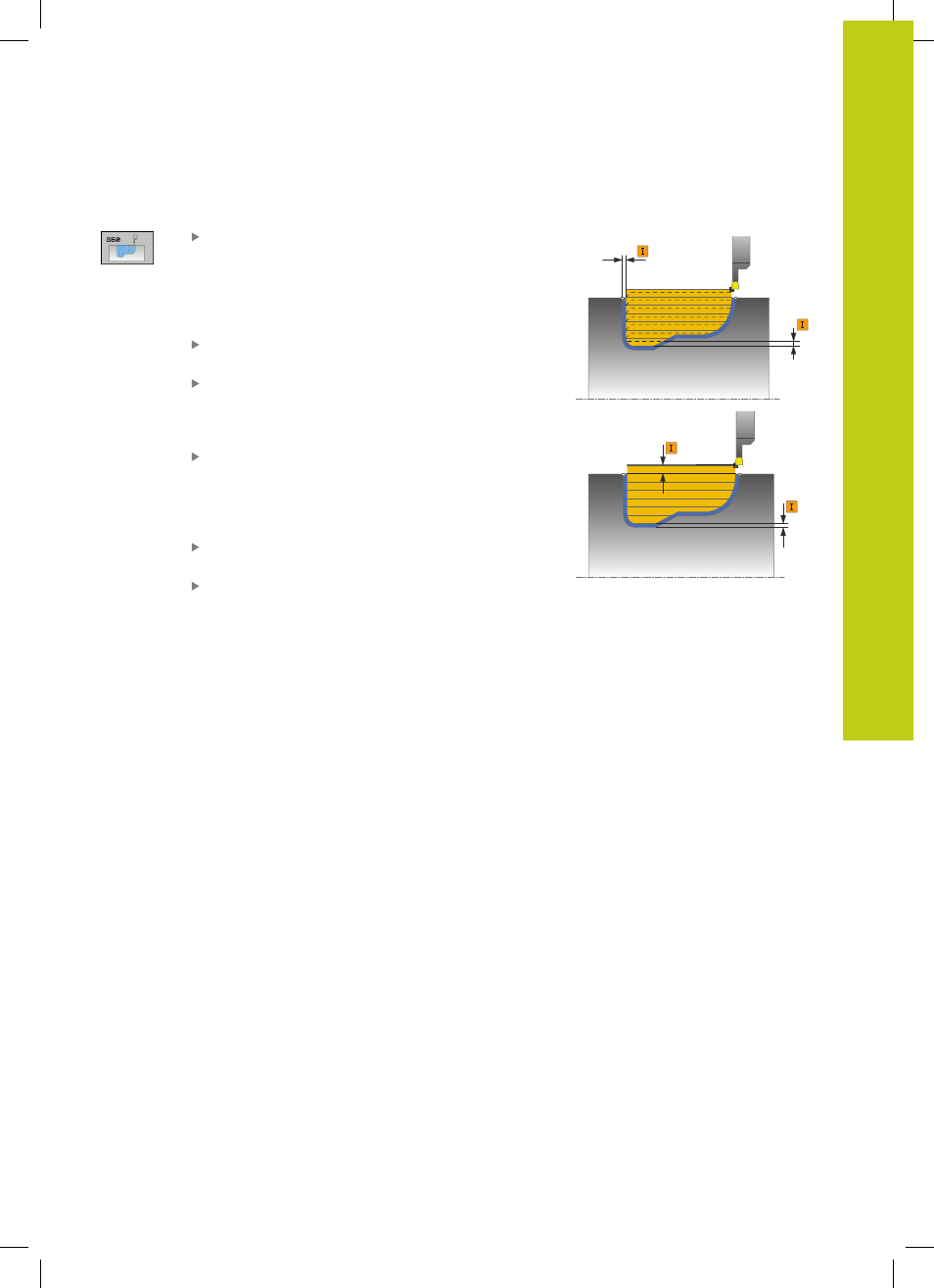
Sobremedida diámetro Q483 (incremental):
Sobremedida diámetro sobre el contorno definido
Sobremedida Z Q484 (incremental): Sobremedida
sobre el contorno definido en dirección axial
Q460
Q484
Ø Q483
Q463