Desarrollo del ciclo, Software 96) – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 304
Ciclos: Funciones especiales
11.7
TORNEADO POR INTERPOLACIÓN ACOPLAMIENTO (ciclo 291, DIN/
ISO: G291, opción de software 96)
11
304
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
11.7
TORNEADO POR INTERPOLACIÓN
ACOPLAMIENTO (ciclo 291, DIN/ISO:
G291, opción de software 96)
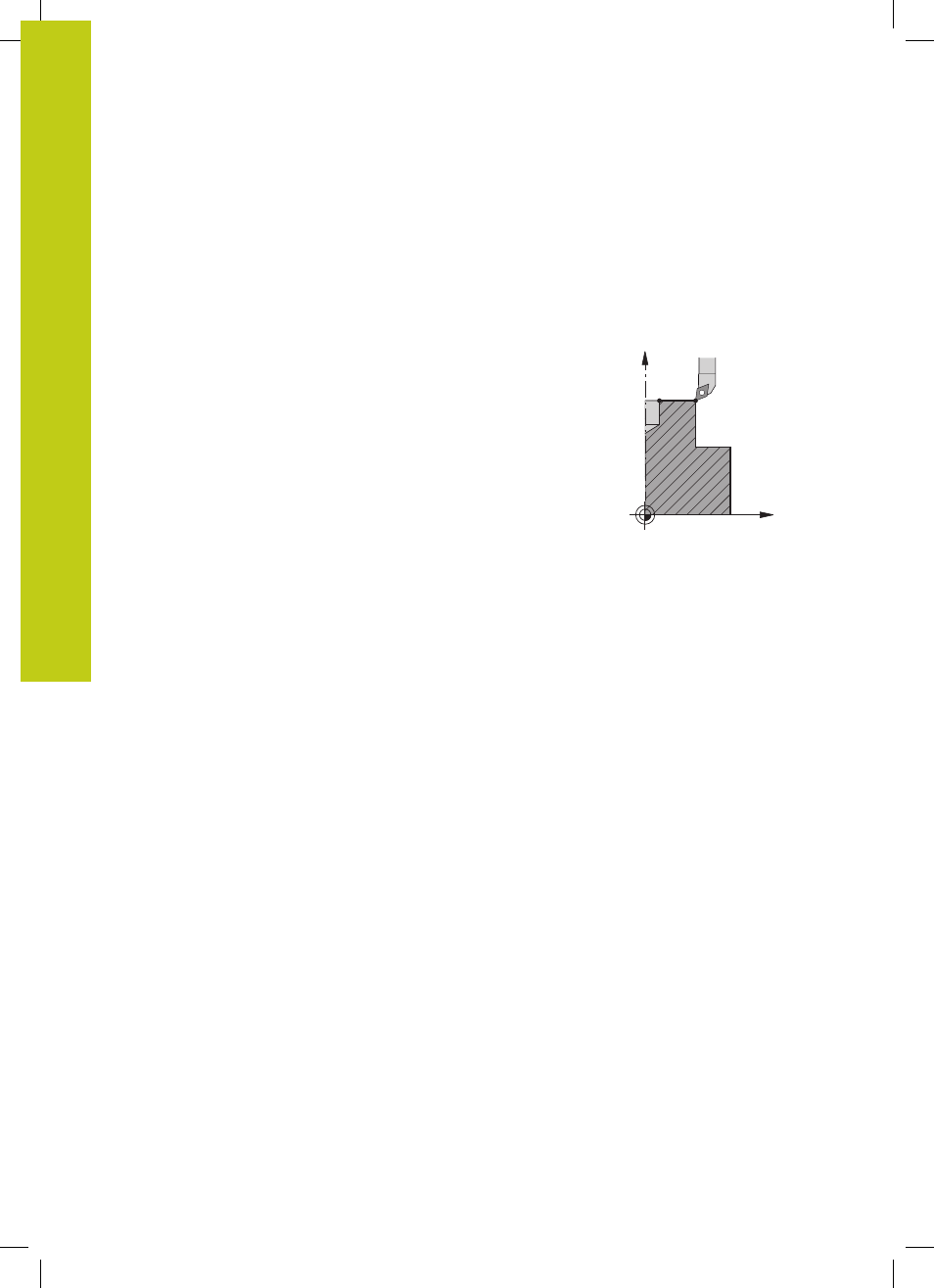
Desarrollo del ciclo
Ciclo 291 TORNEADO POR INTERPOLACIÓN ACOPLAMIENTO
acopla el cabezal de la herramienta en la posición de los ejes
lineales y vuelve a suprimir este acoplamiento del cabezal. En
el torneado por interpolación, la orientación del filo se dirige al
centro de un círculo. El centro de rotación se indica en el ciclo
con las coordenadas Q216 y Q217. Ciclo 291 TORNEADO POR
INTERPOLACIÓN ACOPLAMIENTO se ejecuta en el régimen de
funcionamiento de fresado y es CALL-activo.
Desarrollo del ciclo si Q560=1:
1 El TNC ejecuta primeramente una detención del cabezal (M5)
2 El TNC alinea el cabezal de la herramienta con el centro del
círculo técnico indicado. Al hacerlo se tiene en cuenta el ángulo
de orientación del cabezal Q336. En el caso de que dicho ángulo
se defina, se tiene en cuenta además el valor "ORI" que, dado el
caso, se indica en la tabla de herramienta
3 El cabezal de la herramienta se acopla ahora a la posición de
los ejes lineales. El cabezal sigue la posición teórica de los ejes
principales
4 Para finalizar, el operador debe quitar el acoplamiento.
(Mediante el ciclo 291, o mediante una nueva selección de
programa)
Desarrollo del ciclo si Q560=0:
1 El TNC anula el acoplamiento del cabezal
2 El cabezal de la herramienta deja de estar acoplado a la posición
de los ejes lineales.
3 El mecanizado con ciclo 291 torneado por interpolación ha
finalizado
4 Si Q560=0, los parámetros Q336, Q216, Q217 no son
relevantes