Ejemplos de programación 3.11 – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 101
Ejemplos de programación
3.11
3
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
101
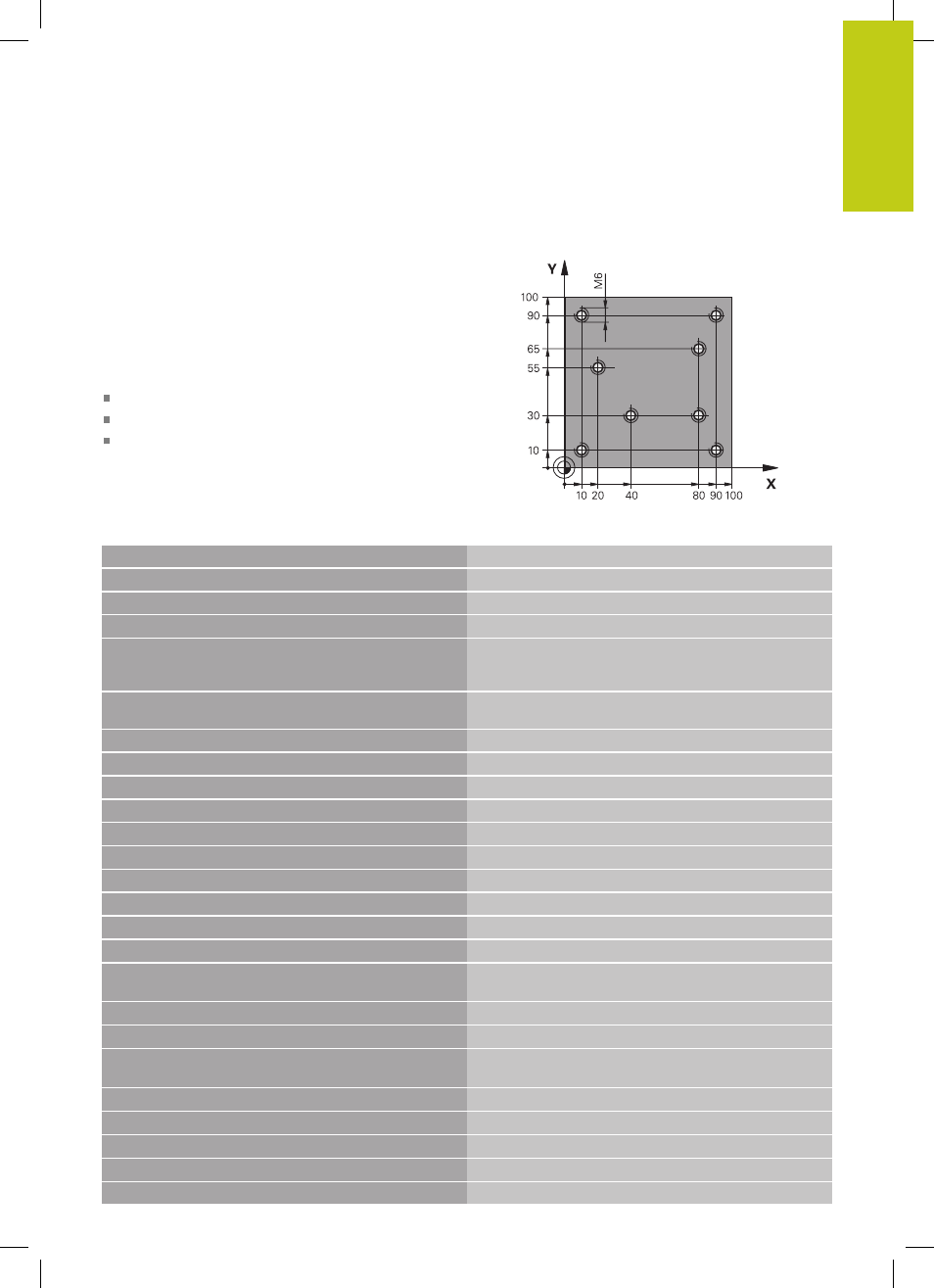
Ejemplo: Utilizar ciclos de taladrado junto con
PATTERN DEF
Las coordinadas del taladrado se memorizan en la
definición del modelo PATTERN DEF POS y el TNC las
llama con CYCL CALL PAT.
Los radios de la herramienta se seleccionan de tal
manera que se pueden ver todos los pasos de trabajo en
el gráfico de test.
Desarrollo del programa
Centraje (radio de herramienta 4)
Taladrar (radio de herramienta 2,4)
Roscar (radio de herramienta 3)
0 BEGIN PGM 1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definición de la pieza en bruto
2 BLK FORM 0.2 X+100 Y+100 Y+0
3 TOOL CALL 1 Z S5000
Llamada de herramienta de centraje (radio 4)
4 L Z+10 R0 F5000
Desplazar la herramienta a la altura de seguridad (programar
F con valor), después de cada ciclo, el TNC se posiciona a la
altura de seguridad
5 PATTERN DEF
Definir todas las posiciones de taladro en el modelo de
puntos
POS1( X+10 Y+10 Z+0 )
POS2( X+40 Y+30 Z+0 )
POS3( X+20 Y+55 Z+0 )
POS4( X+10 Y+90 Z+0 )
POS5( X+90 Y+90 Z+0 )
POS6( X+80 Y+65 Z+0 )
POS7( X+80 Y+30 Z+0 )
POS8( X+90 Y+10 Z+0 )
6 CYCL DEF 240 CENTRAR
Definición del ciclo Centraje
Q200=2
;DIST. DE SEGURIDAD
Q343=0
;SELECCIÓN DIÁMETRO/
PROFUNDIDAD
Q201=-2
;PROFUNDIDAD
Q344=-10
;DIÁMETRO
Q206=150
;F APROXIMACIÓN DE
PROFUNDIDAD
Q211=0
;TIEMPO DE ESPERA ABAJO
Q203=+0
;COOR. SUPERFICIE
Q204=50
;2ª DIST. DE SEGURIDAD
7 CYCL CALL PAT F5000 M13
Llamada de ciclo en combinación con modelo de puntos
8 L Z+100 R0 FMAX
Retirar la herramienta, cambio de herramienta