11 ejemplos de programación, Ejemplo torneado por interpolación ciclo 291, Ejemplos de programación – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 322
Ciclos: Funciones especiales
11.11 Ejemplos de programación
11
322
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
11.11
Ejemplos de programación
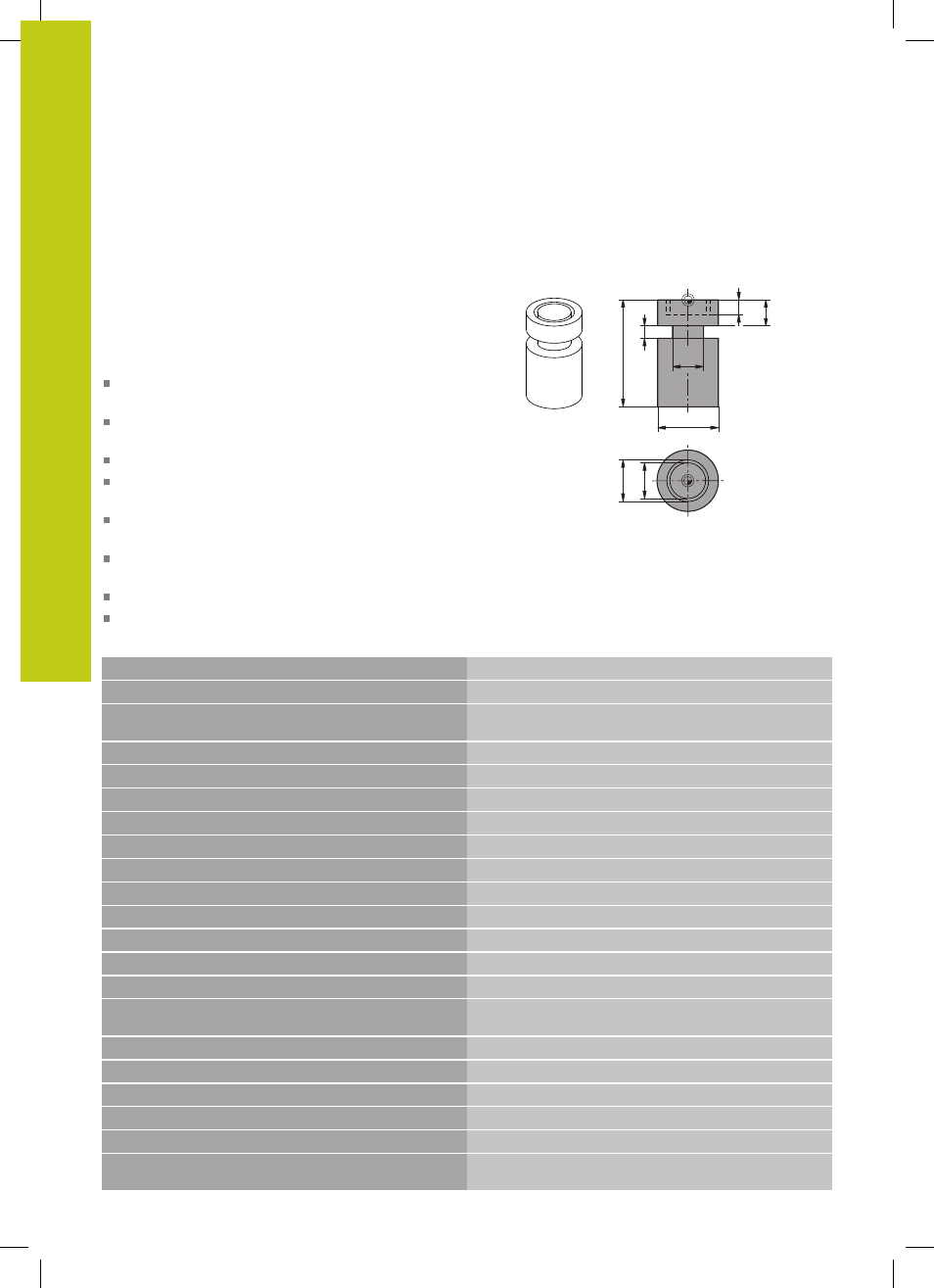
Ejemplo Torneado por interpolación ciclo 291
En el programa siguiente se emplea el ciclo 291
TORNEADO POR INTERPOLACIÓN Este programa de
ejemplo muestra la realización de un ranurado axial y de
uno radial
Desarrollo del programa
Llamada de herramienta: Herramienta de ranurado
para ranurado axial
Inicio torneado por interpolación: Descripción y
llamada del ciclo 291; Q560=1
Realizar ranurado axial
Final torneado por interpolación: Descripción y
llamada del ciclo 291; Q560=0
Llamada de herramienta: Herramienta de ranurado
para ranurado radial
Inicio torneado por interpolación: Descripción y
llamada del ciclo 291; Q560=1
Realizar ranurado radial
Final torneado por interpolación: Descripción y
llamada del ciclo 291; Q560=0
5
60
6
30
18
22
11
18
0 BEGIN PGM 1 MM
1 BLK FORM CYLINDER Z R15 L60
Definición de pieza en bruto cilindro
2 TOOL CALL 10 Z
Llamada de herramienta: Herramienta de ranurar para
ranurado axial
3 CC X+0 Y+0
4 LP PR+30 PA+0 R0 FMAX
Retirar la herramienta
5 CYCL DEF 291 IPO.-ACOPLAMIENTO TORNEADO
Activar torneado por interpolación
Q560=+1
;ACOPLAR CABEZAL
Q336=+0
;ÁNGULO DEL CABEZAL
Q216=+0
;CENTRO 1ER EJE
Q217=+0
;CENTRO 2O EJE
6 CYCL CALL
Llamar al ciclo para su ejecución
7 LP PR+9 PA+0 RR FMAX
Posicionar la herramienta en el plano de mecanizado
8 L Z+10 FMAX
9 L Z+0.2 F2000
Posicionar la herramienta en el eje del cabezal
10 LBL 1
Ranurar sobre superficie plana, aproximación 0,2 mm,
profundidad: 6 mm
11 CP IPA+360 IZ-0.2 DR+ F10000
12 CALL LBL 1 REP 30
13 LBL 2
Salir de la ranura, paso: 0,4 mm
14 CP IPA+360 IZ+0.4 DR+
15 CALL LBL 2 REP15
16 L Z+200 R0 FMAX
Elevar hasta una altura segura, desconectar la corrección del
radio