Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 298
Ciclos: Funciones especiales
11.6
TORNEADO POR INTERPOLACIÓN ACABADO DE CONTORNO (ciclo
292, DIN/ISO: G292, opción de software 96)
11
298
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
Parámetros de ciclo
Acoplar cabezal (0, 1) Q560: Fijar si se produce un
acoplamiento del cabezal.
0
: Acoplamiento del cabezal desconectado (fresar
contorno)
1
: Acoplamiento del cabezal conectado (tornear
contorno)
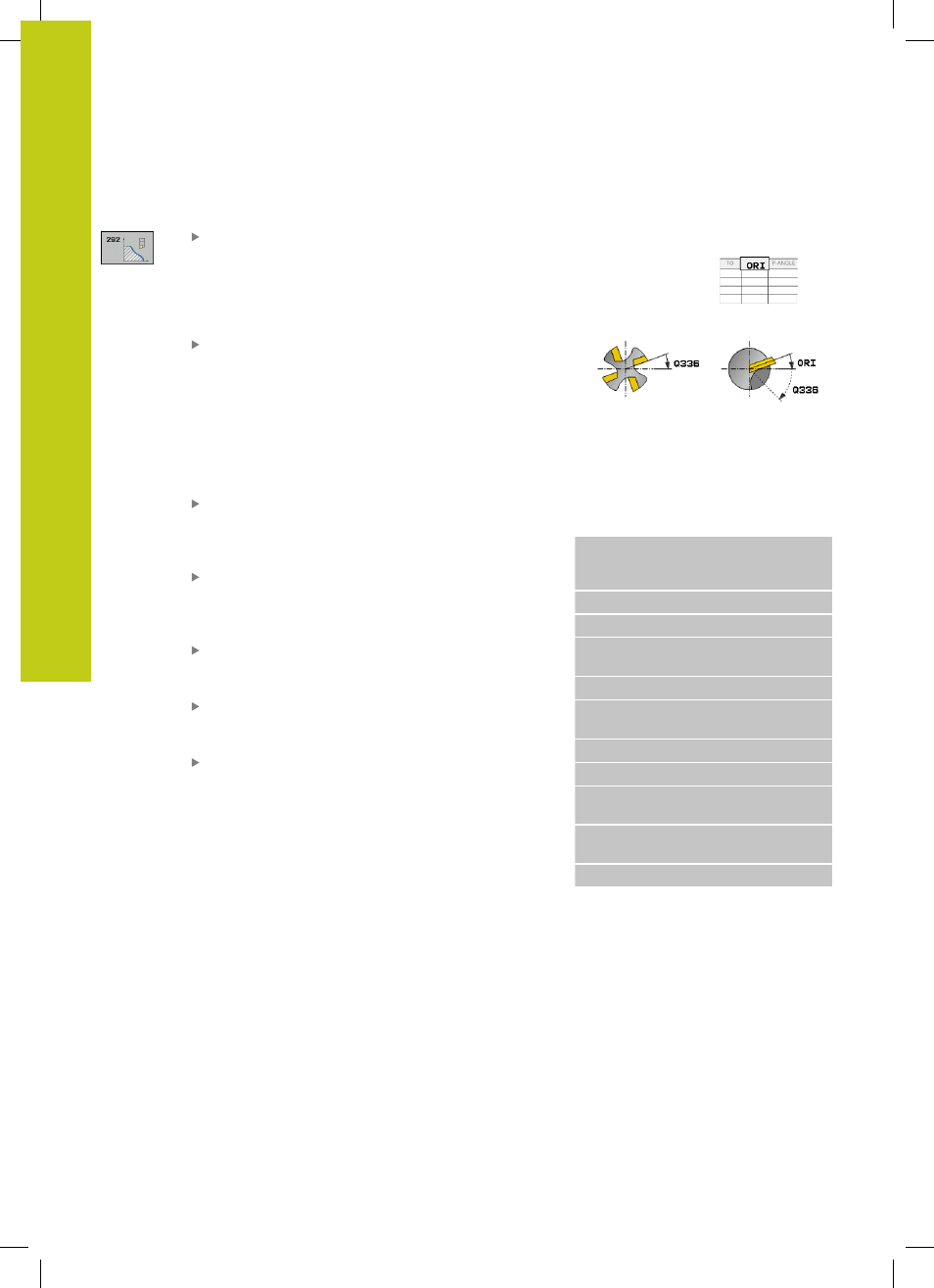
Ángulo para orientación del cabezal Q336: El
TNC alinea la herramienta en este ángulo antes
del mecanizado. Si se trabaja con una herramienta
de fresado, alinear un filo de tal modo que esté
alineado con el centro del círculo técnico. Si en la
tabla de la herramienta se ha definido el valor "ORI",
éste se tiene en cuenta también en la orientación
del cabezal. Campo de introducción 0.000 hasta
360.000
Hta. Sentido de giro (3, 4) Q546: Sentido de giro
del cabezal de la herramienta activa:
3
: Herramienta que gira a la derecha (M3)
4
: Herramienta que gira a la izquierda (M4)
Tipo de mecanizado (+1, 0) Q529: Fijar si se
ejecuta un mecanizado interior o exterior:
+1
: Mecanizado interior
0
: Mecanizado exterior
Sobremedida de superficie Q221: Sobremedida en
el plano de mecanizado. Campo de introducción 0 a
99,9999
Entrega por vuelta Q441 (mm/U): Medida con la
que el TNC alimenta la herramienta con cada vuelta.
Campo de introducción 0.001 hasta 99.999
Avance Q449 (mm/min): Avance referido al punto
inicial del contorno Q491. Campo de introducción
0,1 hasta 99999,9 El avance de la trayectoria del
centro de la herramienta se adapta en función del
radio de la herramienta y el tipo de mecanizado
Q529. A partir de ello resulta la velocidad de corte
programada en el diámetro del punto inicial del
contorno.
Q529=1: El avance de la trayectoria del centro de la
herramienta se reduce en el mecanizado interior
Q529=0: El avance de la trayectoria del centro de la
herramienta se aumenta en el mecanizado exterior
Frases NC
63CYCL DEF 292 TORNEADO POR
INTERPOLACIÓN ACABADO DEL
CONTORNO
Q560=1
;ACOPLAR CABEZAL
Q336=0
;ÁNGULO DEL CABEZAL
Q546=3
;SENTIDO DE GIRO DE
LA HTA.
Q529=0
;TIPO DE MECANIZADO
Q221=0
;SOBREMEDIDA DE LA
SUPERFICIE
Q441=0,5
;ENTREGA POR VUELTA
Q449=2000
;AVANCE
Q491=0
;CONTORNO PUNTO
INICIAL DIÁMETRO
Q357=2
;DIST. DE SEGURIDAD
LATERAL
Q445=50
;ALTURA SEGURA