Ejemplo torneado por interpolación ciclo 292 – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 324
Ciclos: Funciones especiales
11.11 Ejemplos de programación
11
324
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
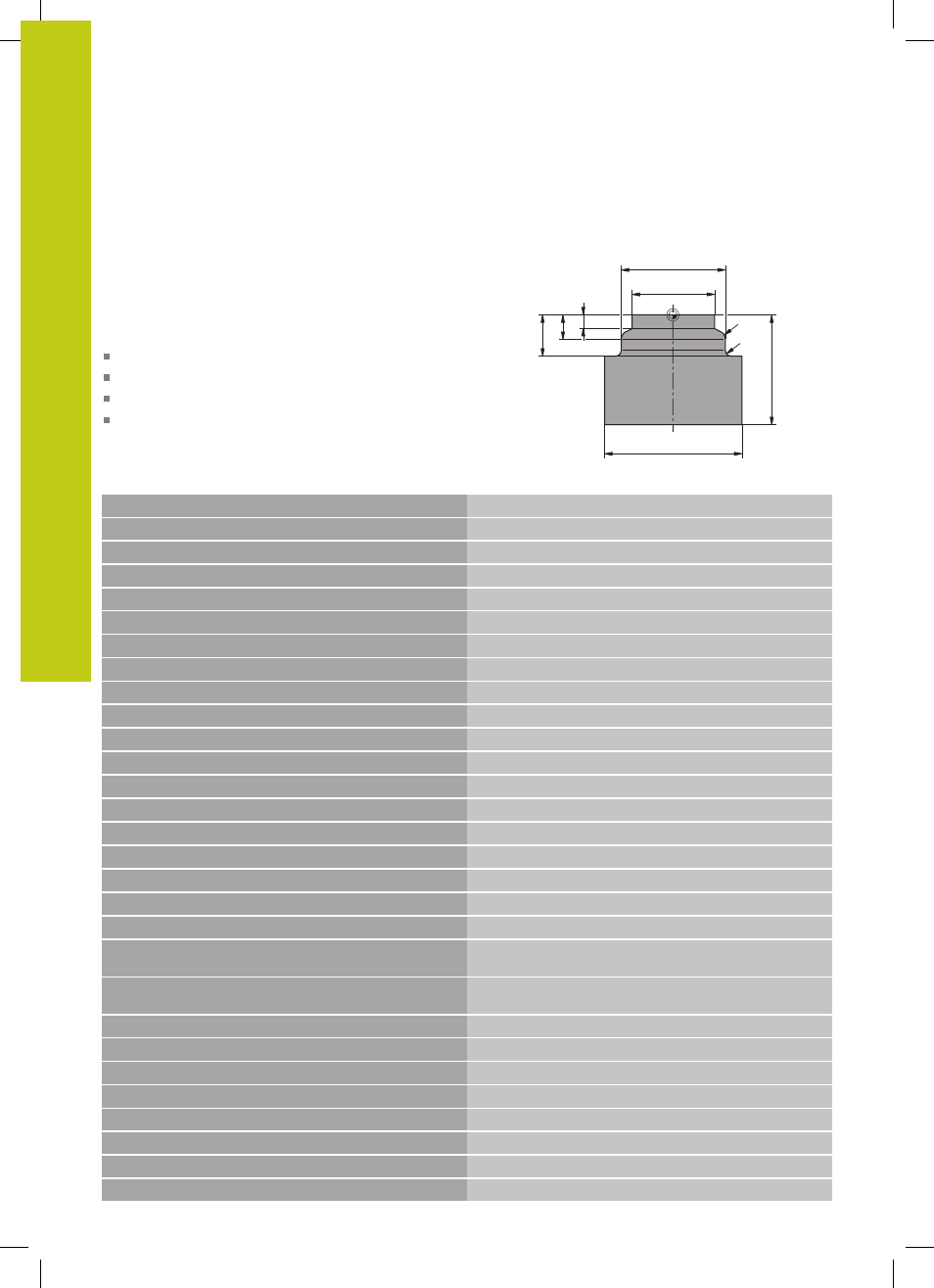
Ejemplo Torneado por interpolación ciclo 292
En el programa siguiente se emplea el ciclo 292
TORNEADO POR INTERPOLACIÓN ACABADO DEL
CONTORNO Este programa de ejemplo muestra la
realización de un contorno exterior con cabezal de
fresado giratorio
Desarrollo del programa
Llamada de herramienta: Fresa D20
Ciclo 32 Tolerancia
Remisión al contorno con ciclo 14
Ciclo 292 Torneado por interpolación contorno
40
5
7
15
50
30
38
0 BEGIN PGM 2 MM
1 BLK FORM CYLINDER Z R25 L40
Definición de pieza en bruto cilindro
2 TOOL CALL "D20" Z S111
Llamada de herramienta: Fresa de mango D20
3 CYCL DEF 32.0 TOLERANCIA
Con ciclo 32 Fijar tolerancia
4 CYCL DEF 32.1 T0.05
5 CYCL DEF 32.2 HSC-MODE:1
6 CYCL DEF 14.0 CONTORNO
Con ciclo 14 remitir al contorno en el LBL1
7 CYCL DEF 14.1 LABEL DE CONTORNO1
8 CYCL DEF 292 IPO.-TORNEAR CONTORNO
Definición del ciclo 292
Q560=+1
;ACOPLAR CABEZAL
Q336=+0
;ÁNGULO DEL CABEZAL
Q546=+3
;SENTIDO DE GIRO DE LA HTA.
Q529=+0
;TIPO DE MECANIZADO
Q221=+0
;SOBREMEDIDA DE LA SUPERFICIE
Q441=+1
;APROXIMACIÓN
Q449=+15000
;AVANCE
Q491=+15
;RADIO INICIO DE CONTORNO
Q357=+2
;DIST. DE SEGURIDAD LATERAL
Q445=+50
;ALTURA SEGURA
9 L Z+50 R0 FMAX M3
Posicionamiento previo en el eje de la herramienta, cabezal
conectado
10 L X+0 Y+0 R0 FMAX M99
Posicionar previamente en el plano de mecanizado sobre el
centro de rotación, llamada del ciclo
11 LBL 1
LBL1 contiene el contorno
12 L Z+2 X+15
13 L Z-5
14 L Z-7 X+19
15 RND R3
16 L Z-15
17 RND R2
18 L X+27