Desarrollo del ciclo, De software 96) – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 294
Ciclos: Funciones especiales
11.6
TORNEADO POR INTERPOLACIÓN ACABADO DE CONTORNO (ciclo
292, DIN/ISO: G292, opción de software 96)
11
294
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
11.6
TORNEADO POR INTERPOLACIÓN
ACABADO DE CONTORNO (ciclo 292,
DIN/ISO: G292, opción de software
96)
Desarrollo del ciclo
Ciclo 292 TORNEADO POR INTERPOLACIÓN ACABADO DEL
CONTORNO acopla el cabezal de la herramienta a la posición de
los ejes lineales. Con este ciclo se pueden crear determinados
contornos simétricos de rotación en el plano de mecanizado activo.
También se puede ejecutar este ciclo en el plano de mecanizado
basculado. El centro de rotación es el punto inicial del plano de
mecanizado en la llamada de ciclo. Ciclo 292 TORNEADO POR
INTERPOLACIÓN ACABADO DEL CONTORNO se ejecuta en el
régimen de funcionamiento de fresado y es CALL-activo. Una vez
que el TNC ha ejecutado este ciclo, el acoplamiento del cabezal se
vuelve a desactivar.
Si se trabaja con el ciclo 292 se debe definir primeramente el
contorno deseado en un subprograma y remitir a este contorno con
ciclo 14 o SEL CONTOUR Programar el contorno con coordenadas
o bien decrecientes monótonas o bien crecientes monótonas.
La realización de destalonamientos no es posible con este ciclo.
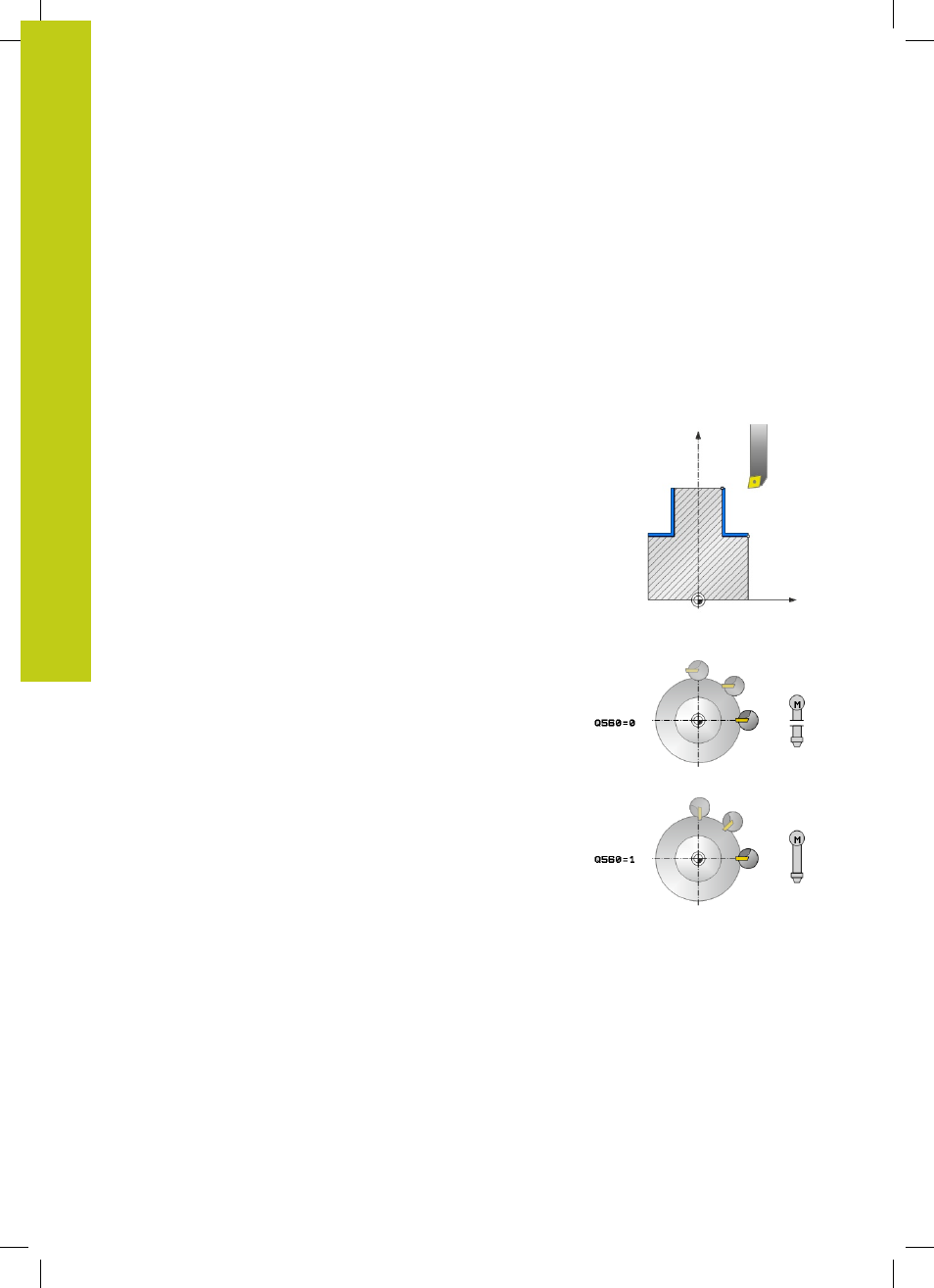
Introduciendo Q560=1 se puede tornear el contorno, la orientación
de un filo se dirige al centro de un círculo. Introducir Q560=0, de
este modo se puede fresar el contorno, no orientándose el cabezal.
Ejecución del ciclo, Q560=1: Tornear contorno
1 El TNC ejecuta primeramente una detención del cabezal (M5)
2 El TNC alinea el cabezal de la herramienta con el centro del
círculo técnico indicado. Al hacerlo se tiene en cuenta el ángulo
Q336 indicado. En el caso de que dicho ángulo se defina, se
tiene en cuenta además el valor "ORI" de la tabla de herramienta
de torneado (toolturn.trn)
3 El cabezal de la herramienta se acopla ahora a la posición de
los ejes lineales. El cabezal sigue la posición teórica de los ejes
principales
4 El TNC posiciona la herramienta en el radio del inicio del
contorno Q491 teniendo en cuenta el tipo de mecanizado
exterior/interior Q529 y la distancia de seguridad lateral Q357.
El contorno descrito no se prolonga automáticamente lo
equivalente a una distancia de seguridad. Una prolongación del
contorno se debe programar en el subprograma. En la dirección
del eje de la herramienta, al comienzo del mecanizado el TNC se
posiciona en marcha rápida en el punto inicial del contorno.
En
el punto inicial del contorno no puede haber material.
5 El TNC crea el contorno definido mediante torneado por
interpolación. Con ello, los ejes principales del plano de
mecanizado describen un movimiento circular, mientras el eje
del cabezal se alinea perpendicularmente a la superficie.
6 En el punto final del contorno, el TNC retira la herramienta
verticalmente lo equivalente a la distancia de seguridad.