2 abrir programas e introducir datos, Estructura de un programa nc en formato din/iso, Definición de la pieza en bruto: g30/g31 – HEIDENHAIN TNC 620 (73498x-02) ISO programming Manual del usuario
Página 89: Abrir programas e introducir datos, Ver "abrir programas e introducir datos, Abrir programas e introducir datos 3.2
Abrir programas e introducir datos
3.2
3
TNC 620 | Modo de empleo Programación DIN/ISO | 1/2014
89
3.2
Abrir programas e introducir datos
Estructura de un programa NC en formato DIN/ISO
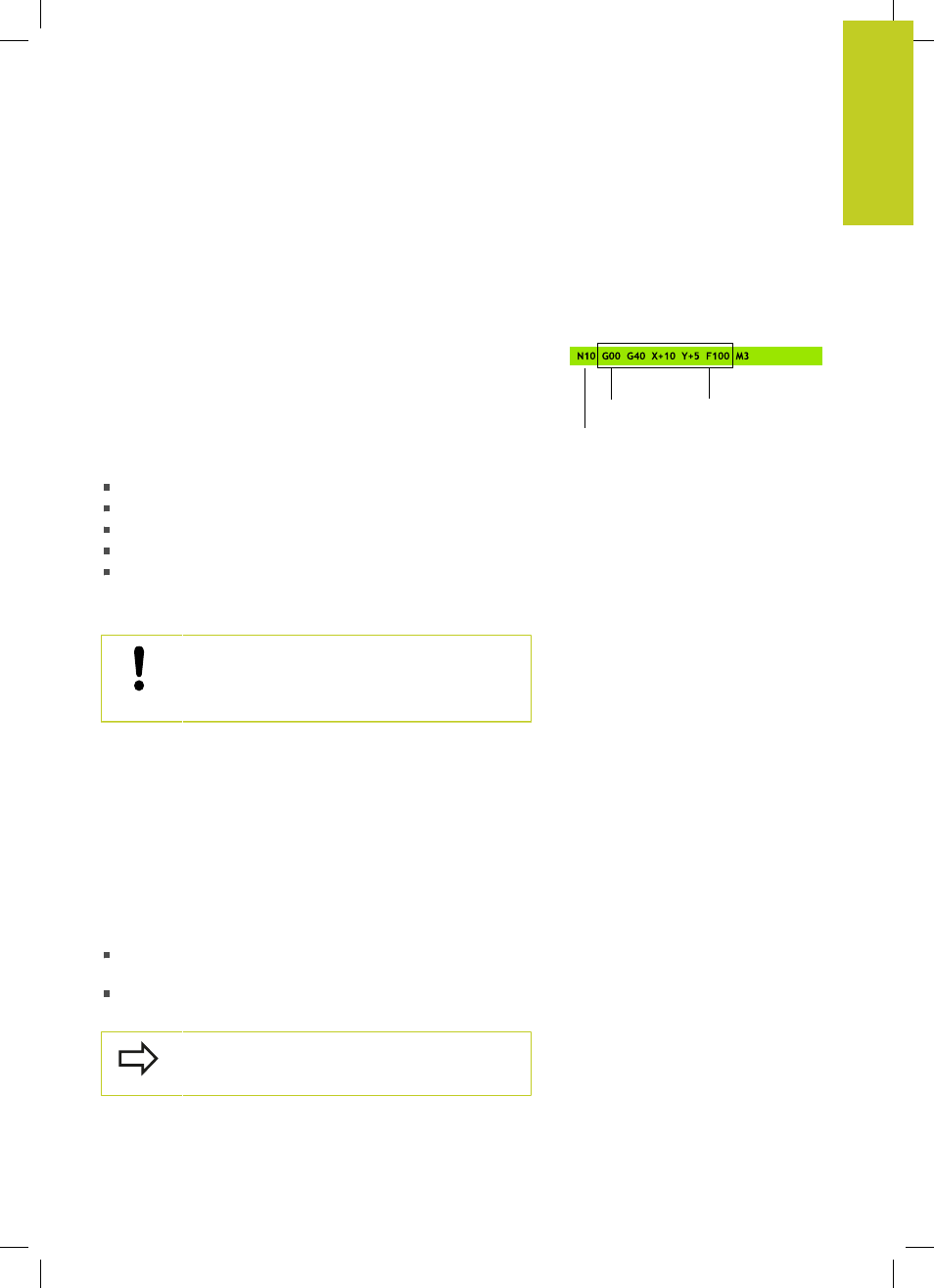
Un programa de mecanizado consta de una serie de frases de
programa. En el dibujo de la derecha se indican los elementos de
una frase.
El TNC numera las frases de un programa de mecanizado
automáticamente, dependiendo del parámetro de máquina
blockIncrement
(105409). El parámetro de máquina
blockIncrement
(105409) define el ancho de paso de los números
de frase.
La primera frase de un programa se identifica con
%, el nombre del
programa y la unidad de medida válida.
Las frases siguientes contienen información sobre:
la pieza en bruto
Llamada a la herramienta
Desplazamiento a una posición de seguridad
Avances y revoluciones
Tipos de trayectoria, ciclos y otras funciones
La última frase de un programa se identifica con
N99999999, el
nombre del programa y la unidad de medida válida.
HEIDENHAIN recomienda desplazarse a una posición
de seguridad después de la llamada de herramienta,
desde la cual el TNC pueda posicionarse para un
mecanizado libre de colisiones.
Block number
Path function
Words
Block
Definición de la pieza en bruto: G30/G31
Inmediatamente después de abrir un nuevo programa se define
el gráfico de una pieza en forma de paralelogramo sin mecanizar.
Para poder definir posteriormente la pieza en bruto, pulsar la tecla
SPEC FCT, la softkey PREAJUSTES PROGRAMA y a continuación
la softkey BLK FORM. El TNC precisa dicha definición para las
simulaciones gráficas. Los lados del paralelogramo pueden tener
una longitud máxima de 100.000 mm y deben ser paralelos a los
ejes X, Y y Z. Este bloque está determinado por los puntos de dos
esquinas:
Punto MIN G30: coordenada X, Y y Z mínimas del
paralelogramo; introducir valores absolutos
Punto MAX G31: coordenada X, Y y Z máximas del
paralelogramo; introducir valores absolutos o incrementales
La definición de la pieza en bruto solo se precisa si
se quiere verificar gráficamente el programa.