HEIDENHAIN TNC 620 (73498x-02) ISO programming Manual del usuario
Página 351
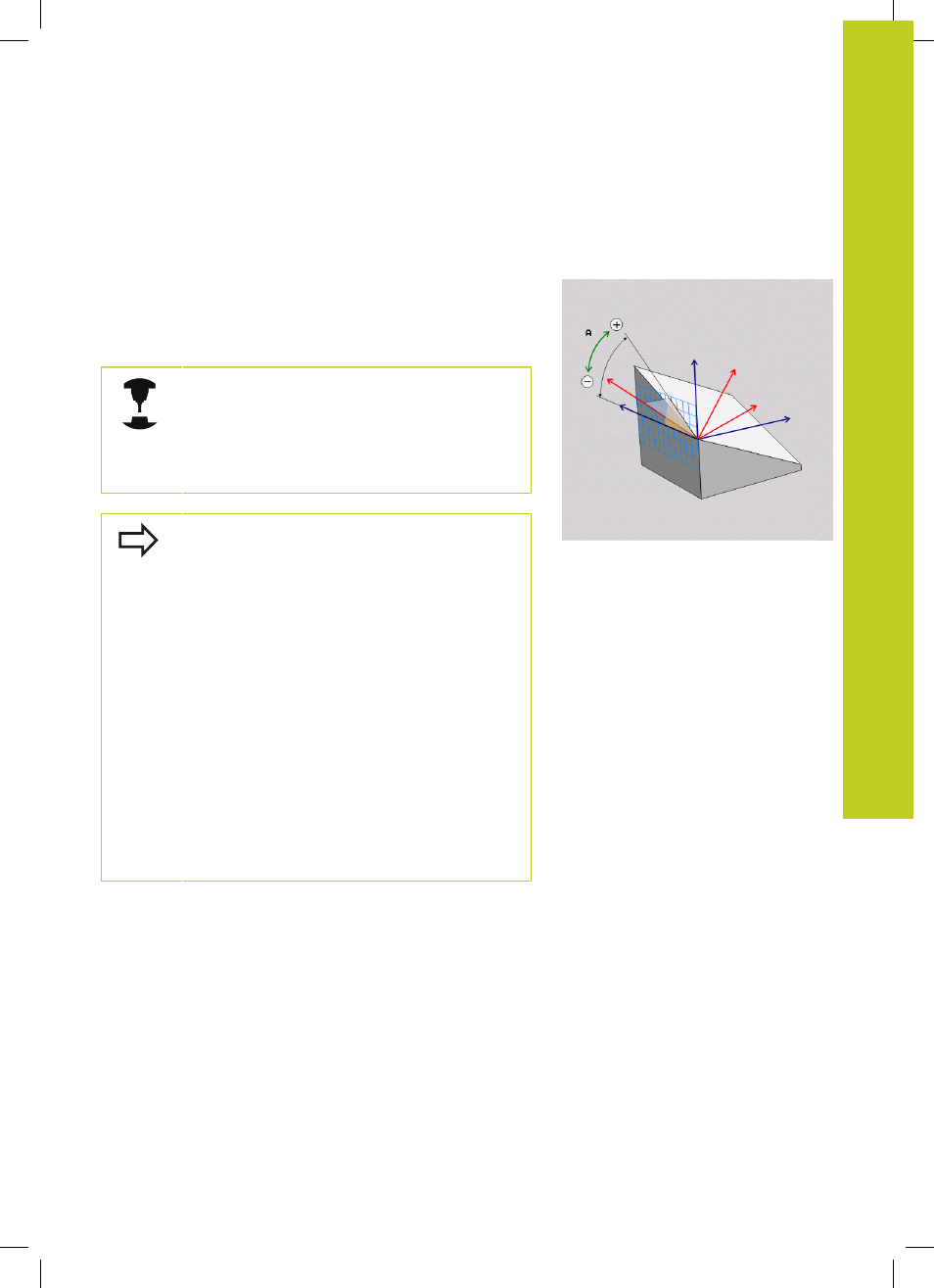
La función PLANE Inclinación de los niveles de mecanizado
(Opción de software 1)
12.2
12
TNC 620 | Modo de empleo Programación DIN/ISO | 1/2014
351
Definir el plano de mecanizado mediante ángulo del
eje: PLANE AXIAL (FCL 3 función)
Aplicación
La función
PLANE AXIAL define tanto la posición del plano de
mecanizado como también las coordenadas nominales de los
ejes giratorios. Especialmente en máquinas con cinemáticas
rectangulares y con cinemáticas en las cuales solo está activo un
eje giratorio, se puede aplicar fácilmente esta función.
La función
PLANE AXIAL también se puede utilizar, si
solo hay un eje giratorio activo en la máquina.
La función
PLANE RELATIV se puede utilizar después
de
PLANE AXIAL, si la máquina permite definiciones
de ángulo espacial. Rogamos consulte el manual de
la máquina.
Antes de la programación deberá tenerse en
cuenta
Solo introducir ángulos de eje que realmente existan
en la máquina, de lo contrario el TNC emitirá un aviso
de error.
Con
PLANE AXIAL las coordenadas definidas de
los ejes giratorios son válidas modalmente. Las
definiciones múltiples se forman una detrás de otra,
las introducciones incrementales están permitidas.
Para resetear la función
PLANE AXIAL, utilizar la
función
PLANE RESET. La cancelación introduciendo
0 no desactiva
PLANE AXIAL.
Las funciones
SEQ, TABLE ROT y COORD ROT no
ejecutan ninguna función en combinación con
PLANE
AXIAL.
Descripción de parámetros para el comportamiento
de la posición: ver "Determinar el comportamiento