HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manual del usuario
Página 472
472
Ciclos de palpación: Medir cinemática automáticamente
1
8
.5 COMPENSA
TION PRESET (cic
lo 452, DIN/ISO: G452, opción)
U
Entrar el segundo cabezal cambiable
U
Entrar el palpador
U
Medir el cabezal cambiable con el ciclo 452
U
Medir solamente los ejes que fuero cambiado (en el ejemplo, sólo
el eje A, el eje C se enconde con Q422)
U
No se debe variar el preset y la posición de la bola de calibración
durante todo el proceso.
U
Adaptar de la misma manera todos los demás cabezales cambiables
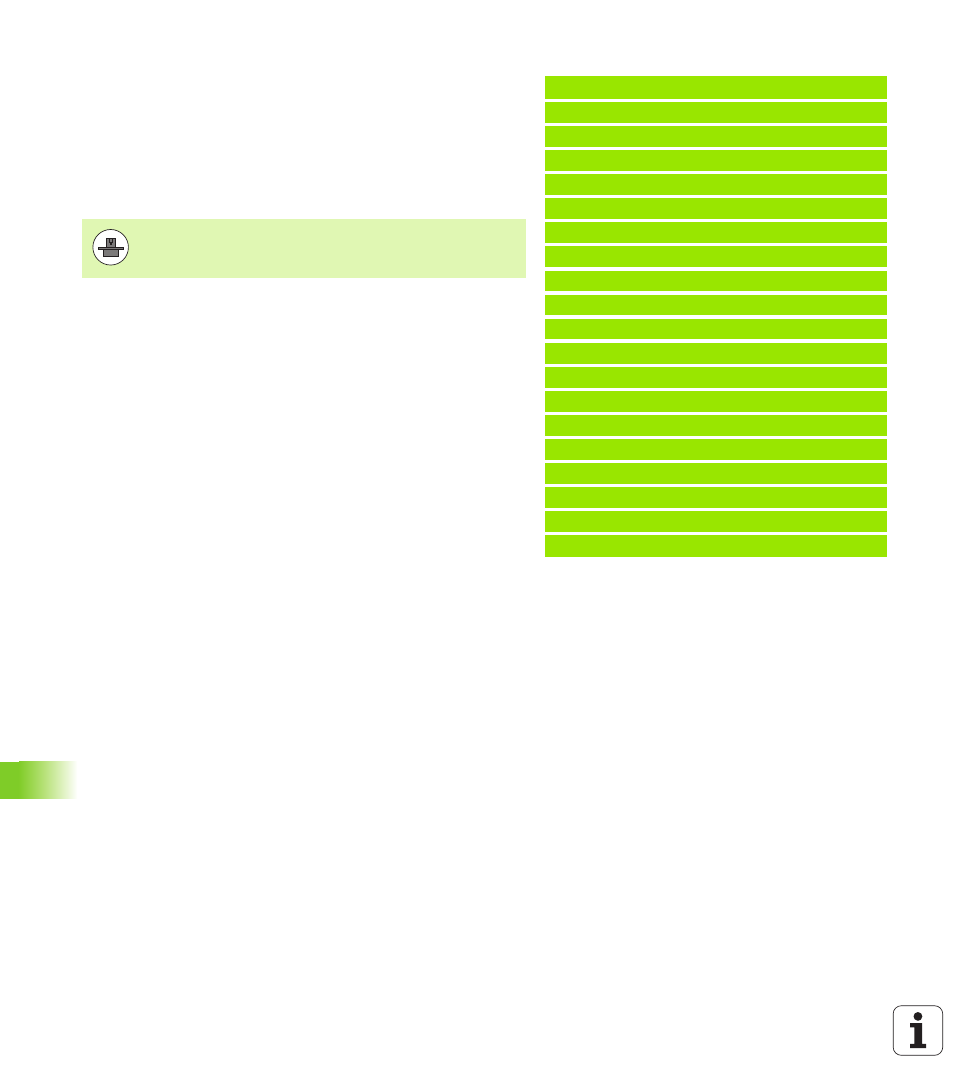
Ejemplo: Adaptar el cabezal cambiable
3 TOOL CALL "PALPADOR" Z
4 TCH PROBE 452 COMPENSACIÓN PRESET
Q407=12.5 ;RADIO DE LA BOLA
Q320=0
;DIST.-SEGURIDAD
Q408=0
;ALTURA DE RETROCESO
Q253=2000 ;AVANCE DE PREPOSICIONAMIENTO
Q380=45
;ÁNGULO DE REFERENCIA
Q411=-90
;ÁNGULO INICIAL EJE A
Q412=+90
;ÁNGULO FINAL EJE A
Q413=45
;ÁNGULO INCIDENCIA EJE A
Q414=4
;PUNTOS DE MEDICIÓN EJE A
Q415=-90
;ÁNGULO INICIAL EJE B
Q416=+90
;ÁNGULO FINAL EJE B
Q417=0
;ÁNGULO INCIDENCIA EJE B
Q418=2
;PUNTOS DE MEDICIÓN EJE B
Q419=+90
;ÁNGULO INICIAL EJE C
Q420=+270 ;ÁNGULO FINAL EJE C
Q421=0
;ÁNGULO INCIDENCIA EJE C
Q422=0
;PUNTOS DE MEDICIÓN EJE C
Q423=4
;NÚMERO PUNTOS MEDICIÓN
El cambio de cabezal es una función específica de la
máquina. Rogamos consulten el manual de su máquina.