Desarrollo del ciclo, Tener en cuenta durante la programación, Pág. 319 – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manual del usuario
Página 319
HEIDENHAIN iTNC 530
319
14.5 GIR
O
BA
SICO compensar mediant
e
un eje gir
a
to
ri
o (ciclo 403,
DIN/ISO:
G403)
14.5 GIRO BASICO compensar
mediante un eje giratorio
(ciclo 403, DIN/ISO: G403)
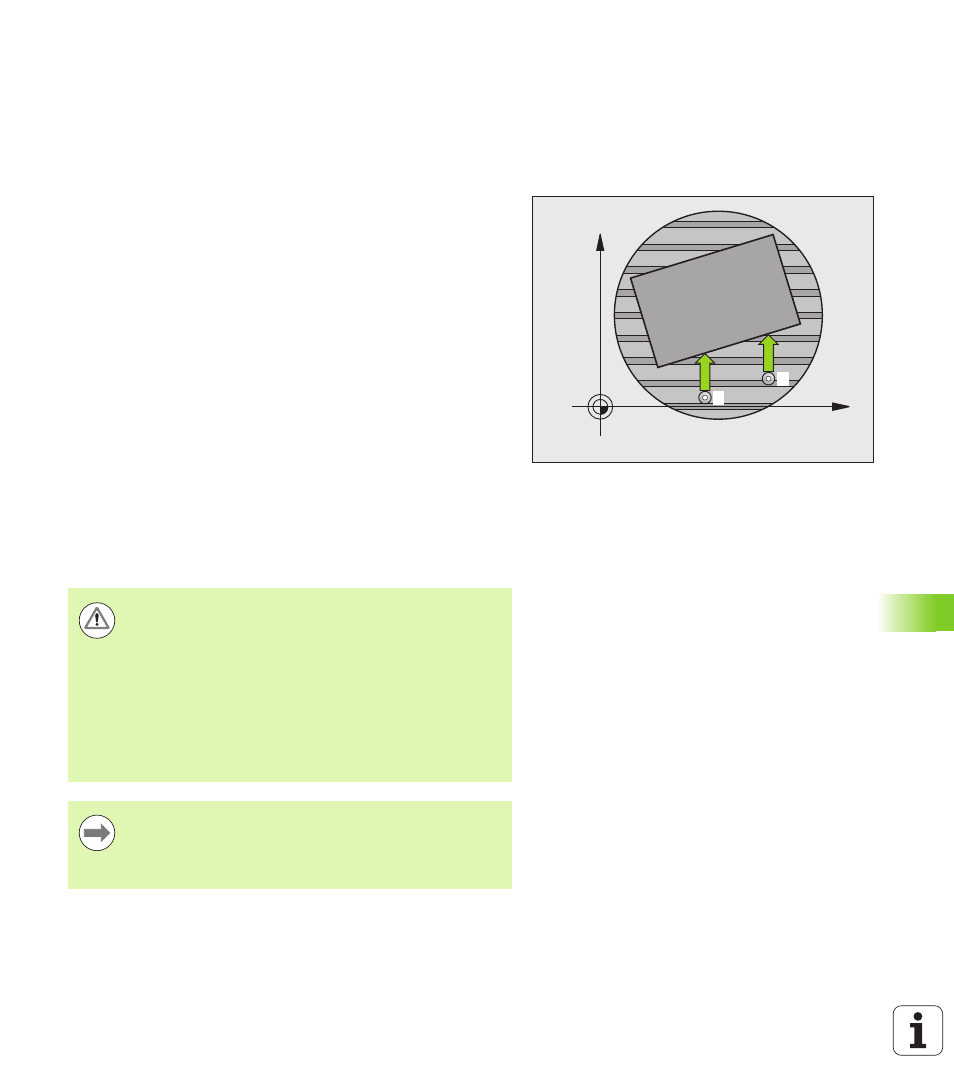
Desarrollo del ciclo
El ciclo de palpación 403 calcula la posición inclinación de una pieza,
mediante la medición de dos puntos de una superficie lineal. El TNC
compensa la posición inclinada de la pieza que se ha calculado,
mediante el giro del eje A, B o C. Para ello, la pieza puede estar fijada
a la mesa giratoria de cualquier forma.
1
El TNC posiciona el palpador en avance rápido (valor de MP6150 o
bién MP6361) y según la lógica de posicionamiento (véase
"Ejecutar ciclos de palpación" en pág. 306) hacia el punto de
palpación programado
1
. Para ello, el TNC desplaza el palpador
según la distancia de seguridad en la dirección de desplazamiento
opuesta a la determinada
2 A continuación el palpador se desplaza a la altura de la medición
programada y ejecuta el primer proceso de palpación con avance
de palpación (MP6120 o bién MP6360)
3
A continuación el palpador se desplaza al siguiente punto de
palpación
2
y ejecuta el segundo proceso de palpación
4
El TNC retira el palpador a la altura de seguridad y posiciona el eje
giratorio definido en el ciclo según el valor calculado.
Opcionalmente se puede fijar en 0 la visualización tras la alineación
¡Tener en cuenta durante la programación!
X
Y
1
2
¡Atención: Peligro de colisión!
El ciclo 403 también se puede utilizar con la función
"Inclinación de planos de mecanizado" activa. ¡Observar
una altura segura suficiente para que durante el
posicionamiento posterior del eje giratorio no pueden
originarse colisiones!
El TNC ya no realiza una comprobación de plausibilidad
respecto a los puntos de palpación y el eje de
compensación. Con llo pueden originarse movimientos
compensarios desfasados en 180°.
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
El TNC también memoriza el ángulo calculado en el
parámetro Q 150.