HEIDENHAIN NC 124 Manual del usuario
Página 82
7
Ciclos de taladrado y patrones de taladrado en el programa
82
TNC 124
III
IV
A
A
I
B
II
B
A
Ciclos de taladrado en el programa
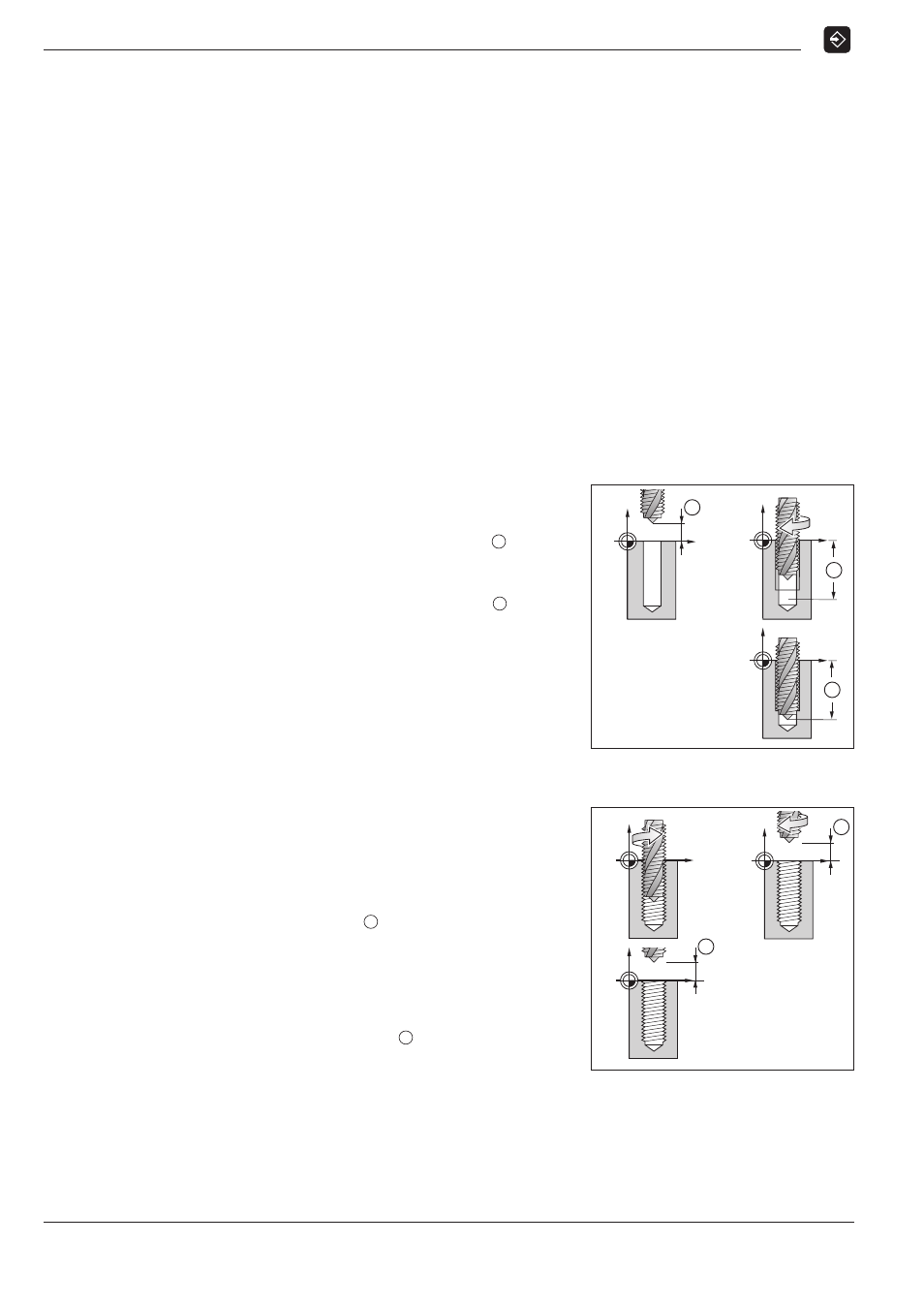
Fig. 7.5: Los pasos III y IV en el ciclo
2.0 ROSCADO CON MACHO
Fig. 7.4: Los pasos I y II en el ciclo
2.0 ROSCADO CON MACHO
A
B
ROSCADO CON MACHO
Con el ciclo 2.0 ROSCADO CON MACHO puede mecanizar en la
pieza una rosca a derechas o a izquierdas.
Efecto limitado de los overrides en el roscado con macho
Si ejecuta un ciclo 2.0 ROSCADO CON MACHO, el potenciómetro de
override de velocidad de cabezal deja de funcionar. El fabricante de
la máquina le informa del margen para el cual todavía puede utilizar
el potenciómetro de override de avance.
Se requiere un mandril de compensación
Para el ciclo 2.0 ROSCADO CON MACHO el TNC necesita un
mandril de compensación de longitud. Durante el roscado con
macho, el mandril de compensación compensa las desviaciones del
avance programado F y de la velocidad de cabezal programada S .
Taladrado de rosca a derechas o a izquierdas
Rosca a derechas: cabezal MARCHA con función auxiliar M 3
Rosca a izquierdas: cabezal MARCHA con función auxiliar M 4
Ejecución secuencial del ciclo
La ejecución secuencial del ciclo se representa en las figuras 7.4 y
7.5.
I
:
El TNC posiciona la broca a la distancia de seguridad por encima
de la superficie de la pieza.
II
:
El TNC taladra con avance F hasta el final de la rosca .
III
:
Al final de la rosca, el TNC invierte el sentido de giro del cabezal y
retira la broca a la altura de seguridad después del tiempo de espera.
IV
:
El TNC vuelve a invertir el sentido de giro del cabezal cuando éste
está por encima de la rosca.
Cálculo del avance F
Fórmula del avance : F = S • p en [mm/min], con
S: velocidad de giro del cabezal en [rpm]
p: paso de rosca en [mm]
Datos a introducir en el ciclo 2.0 ROSCADO CON MACHO
• Altura de seguridad - ALTURA
Altura de seguridad en la cual el TNC puede desplazar la broca
en el plano de mecanizado sin peligro de colisión.
• Distancia de seguridad - DIST.
Desde la altura de seguridad a la distancia de seguridad,
el TNC desplaza la herramienta con avance rápido.
Valor orientativo: DIST. = 4
∗ paso de rosca p
• Superficie de pieza - SUPERF.
Coordenada absoluta de la superficie de la pieza
• Longitud de rosca - PROFUNDIDAD
Separación entre la superficie de la pieza y el final de la rosca
• Tiempo de espera - TPO.ESP. en [s]
El tiempo de espera impide que la broca se atasque al retirarla.
El fabricante de la máquina le dará información más detallada
sobre el tiempo de espera
Valor orientativo: TPO.ESP. = 0 hasta 0,5 s
• Avance - F en [mm/min]
Velocidad de desplazamiento de la broca en roscado con
macho
A
B