4 ciclos de fr esado – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Manual del usuario
Página 29
CNC-PILOT 4290 de HEIDENHAIN
29
Fresado de múltiples aristas, desbaste G843
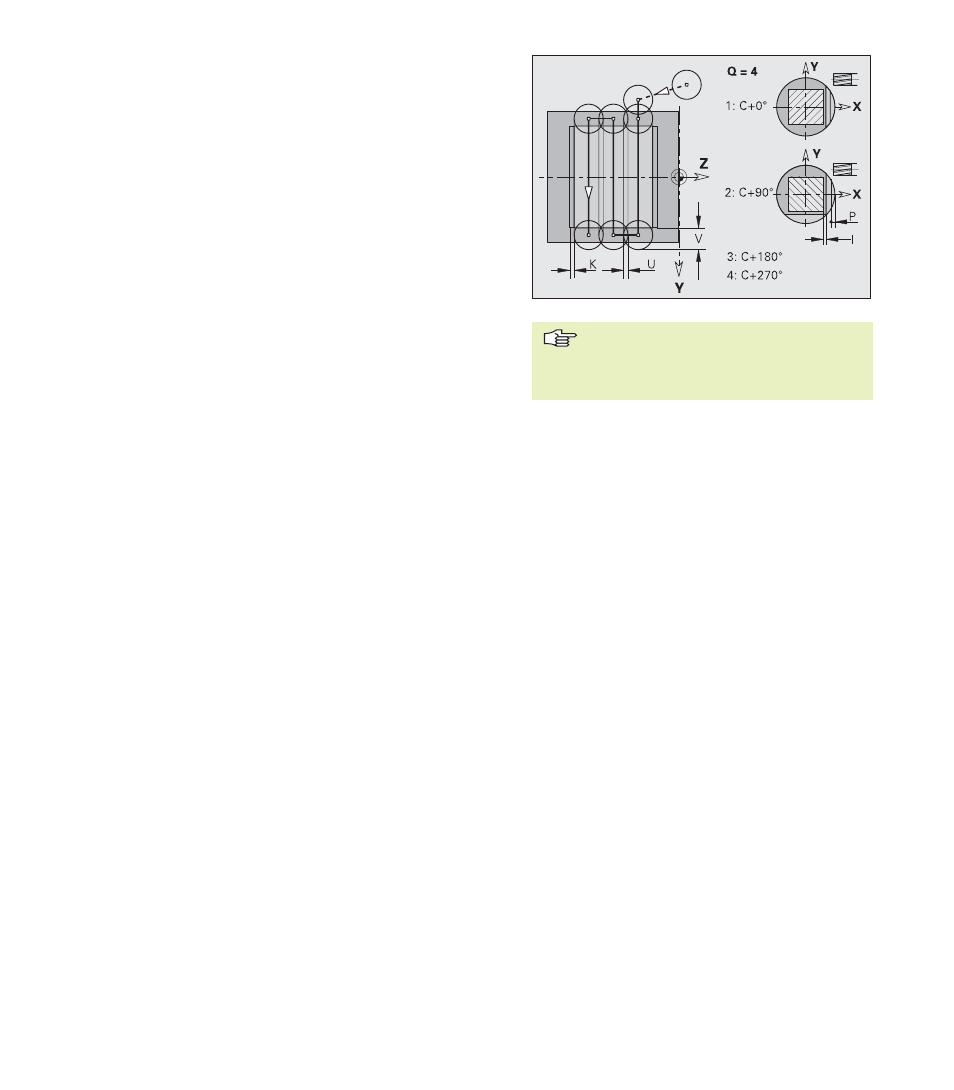
G843 desbasta con G477-Geo (plano XY) o G487-Geo (plano YZ) las
superficies con varios aristas que se han definido. El ciclo fresa
desde el exterior hacia el interior.
”U” determina la superposición de las trayectorias de fresado. ”V”
define el valor según el cual la fresa debe superar el radio exterior.
(”U, V” se refieren al diámetro de la fresa.)
La aproximación de la fresa se realiza fuera del material.
Ejecución del ciclo
1 La posición de arranque (X, Y, Z, C) es la posición anterior al ciclo
2 Se calcula la subdivisión de corte (planos de fresado-
aproximaciones, profundidades de fresado-aproximaciones) y la
posición del husillo (cabezal)
3 El husillo (cabezal) gira sobre la primera posición, la fresa se
desplaza a la distancia de seguridad y se aproxima para la primera
profundidad de fresado
4 Fresado de un plano
5 Se retira a la distancia de seguridad y se aproxima para la
siguiente profundidad de fresado
6 Se repiten 4...5, hasta que se ha fresado la superficie completa
7 La herramienta se retira según el ”plano de retroceso J”; el
husillo gira sobre la siguiente posición, la fresa se desplaza a la
distancia de seguridad y se aproxima para el primer plano de
fresado
8 Se repiten 4...7, hasta que se han fresado todas las superficies
con varias aristas
9 Retrocede según el ”plano de retroceso J”
Parámetros
NS:
Número de frase – referencia a la descripción del contorno
P:
Profundidad de fresado (máxima) (aproximación en el plano
de fresado)
I, K:
Demasía en la dirección X, Z
U:
Factor de superposición (mínimo) (superposición =
U*diámetro de la fresa) – por defecto: 0,5
V:
Factor de derrame o sobrepaso (sobrepaso = V*diámetro
fresa) – por defecto: 0,5
F:
Avance de aproximación (para aproximación en profundidad)
– por defecto: avance activado
J:
Plano de retroceso – sin introducción: la hta. retrocede a la
posición de arranque
■
Plano XY: posición de retroceso en la dirección Z
■
Plano YZ: posición de retroceso en la dirección X (medida
del diámetro)
2.3.4 Ciclos de fr
esado
Se tiene en cuenta las sobremedidas
(demasías) (G57:
dirección X, Z; G58: sobremedida
equidistante en el plano de fresado).