Mantenimiento – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Manual del usuario
Página 152
MANTENIMIENTO
1/29/01
8-20
HySpeed HT2000
Manual de Instrucciones
8. Si el chopper no tiene una salida de 280V después de completar el paso 7, es posible que haya un problema
con la señal de control o el módulo del chopper. La señal de impulso del chopper viene a través de la tablilla
análoga PCB3 como un nivel análogo de 0 hasta +8VCD, el cual varía el ciclo de trabajo y la corriente de salida
subsecuente del chopper. Estas señales análogas están en las patillas 3 y 4 REC1 de PCB3 para CH1, y 5 y 6
de REC1 para CH2.
Para determinar si hay un problema con los módulos del chopper o con la tablilla de control PCB2 o la tablilla
análoga PCB3, proceda como sigue:
• Asegúrese de que el alta frecuencia está todavía inhabilitada (véase paso 1).
• Desconecte PL3.1 de REC1 en PCB3.
• Ponga el voltímetro de un lado al otro de la salida del chopper y presione el comando START.
• Si el voltímetro tiene una lectura de +280 VCD, entonces reemplace, ya sea, la tablilla de control PCB2, o
la tablilla análoga PCB3.
• Si el voltímetro tiene una lectura de 0 voltios, entonces reemplace el módulo del chopper correspondiente,
CH1 o CH2.
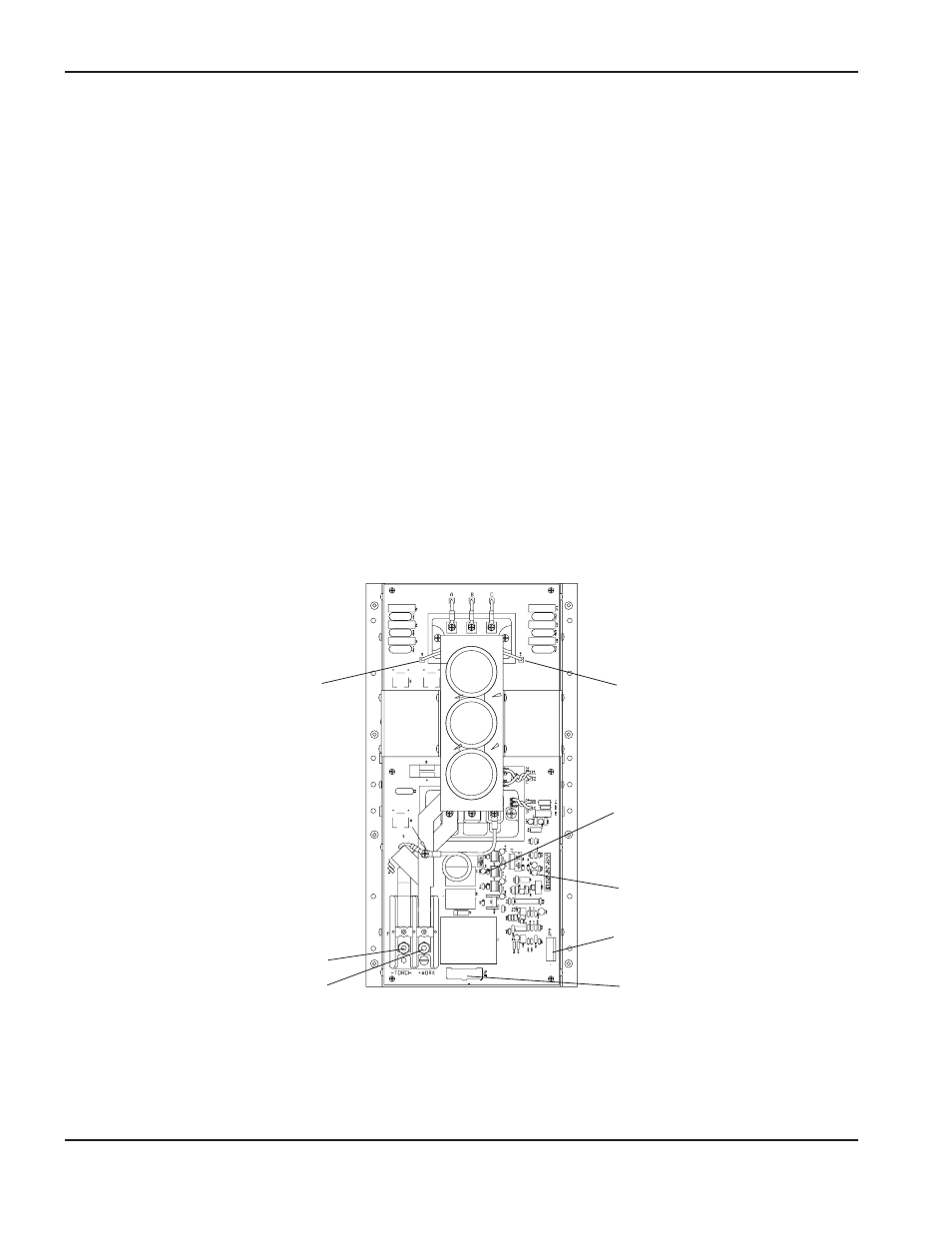
Figura 8-3
Módulo de chopper – vista frontal
Puente (+)
- ANTORCHA
+ TRABAJO
Puente (-)
LED3
LED1
JP9
JP6