Acero inoxidable, Plasma h35 y n, Gas protector n – Hypertherm HPR260 Auto Gas Preventive Maintenance Program Rev.5 Manual del usuario
Página 278: 260 a corte
4
APÉNDICE C – TABLAS DE CORTE PARA REVISIONES ANTERIORES DEL SISTEMA
c-18
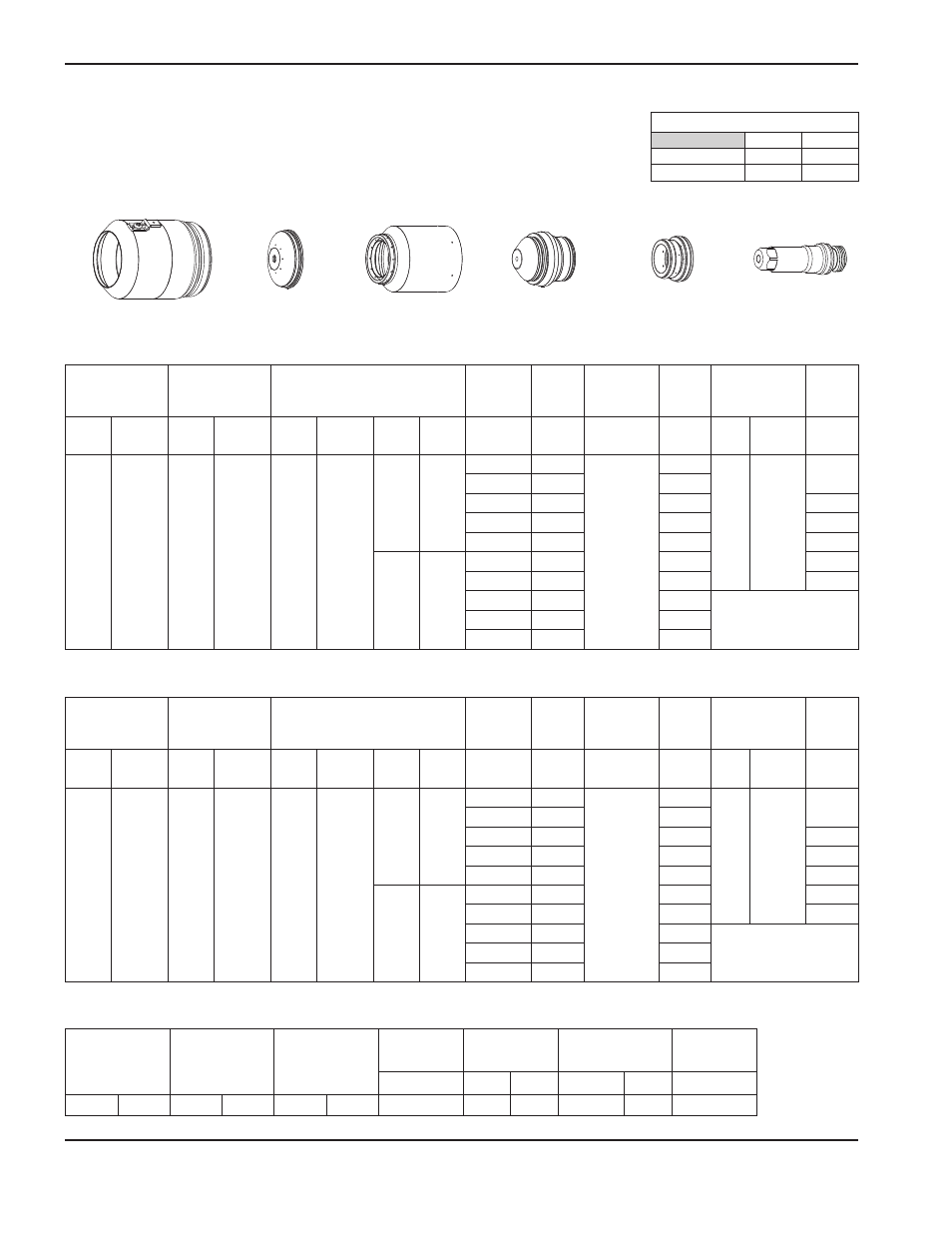
HPR260 Auto Gas Manual de Instrucciones
220407
220398
220307
220344
220405
220406
Acero inoxidable
Plasma H35 y N
2
/ gas protector N
2
260 A corte
Métrico
Inglés
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Amperaje
Distancia
antorcha-pieza
Velocidad
de marcar
Voltaje
de arco
A
mm
pulg.
mm/min
ppm
V
N
2
N
2
10
10
10
10
18
2,5
0.100
6350
250
120
Marcar
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
de perforación
Demora
de
perforado
Plasma Protección Plasma Protección Plasma Protección
Mezcle
gas 1
Mezcle
gas 2
mm
V
mm
mm/m
mm
Factor %
seg.
H35
N
2
12
59
87
71
60
21
6
170
4,0
3980
8,0
200
0,3
10
175
2190
12
176
1790
0,5
15
177
1650
0,7
20
179
1320
0,8
40
26
25
182
920
1,0
32
186
755
1,2
38
189
510
—
44
195
390
50
202
270
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
de perforación
Demora
de
perforado
Plasma Protección Plasma Protección Plasma Protección
Mezcle
gas 1
Mezcle
gas 2
pulg.
V
pulg.
ppm
pulg. Factor %
seg.
H35
N
2
12
59
87
71
60
21
1/4
170
0.160
150
0.320
200
0.3
3/8
175
90
1/2
176
65
0.5
5/8
177
65
0.7
3/4
179
55
0.8
40
26
1
182
35
1.0
1-1/4
186
30
1.2
1-1/2
189
20
—
1-3/4
187
15
2
202
10
Taza de flujo – lpm/scfh
H35
N
2
Preflujo
0 / 0
132 / 280
Flujo de corte
13 / 27
163 / 345