Acero inoxidable, Plasma n, Gas protector n – Hypertherm HPR260 Auto Gas Preventive Maintenance Program Rev.5 Manual del usuario
Página 267: 45 a corte
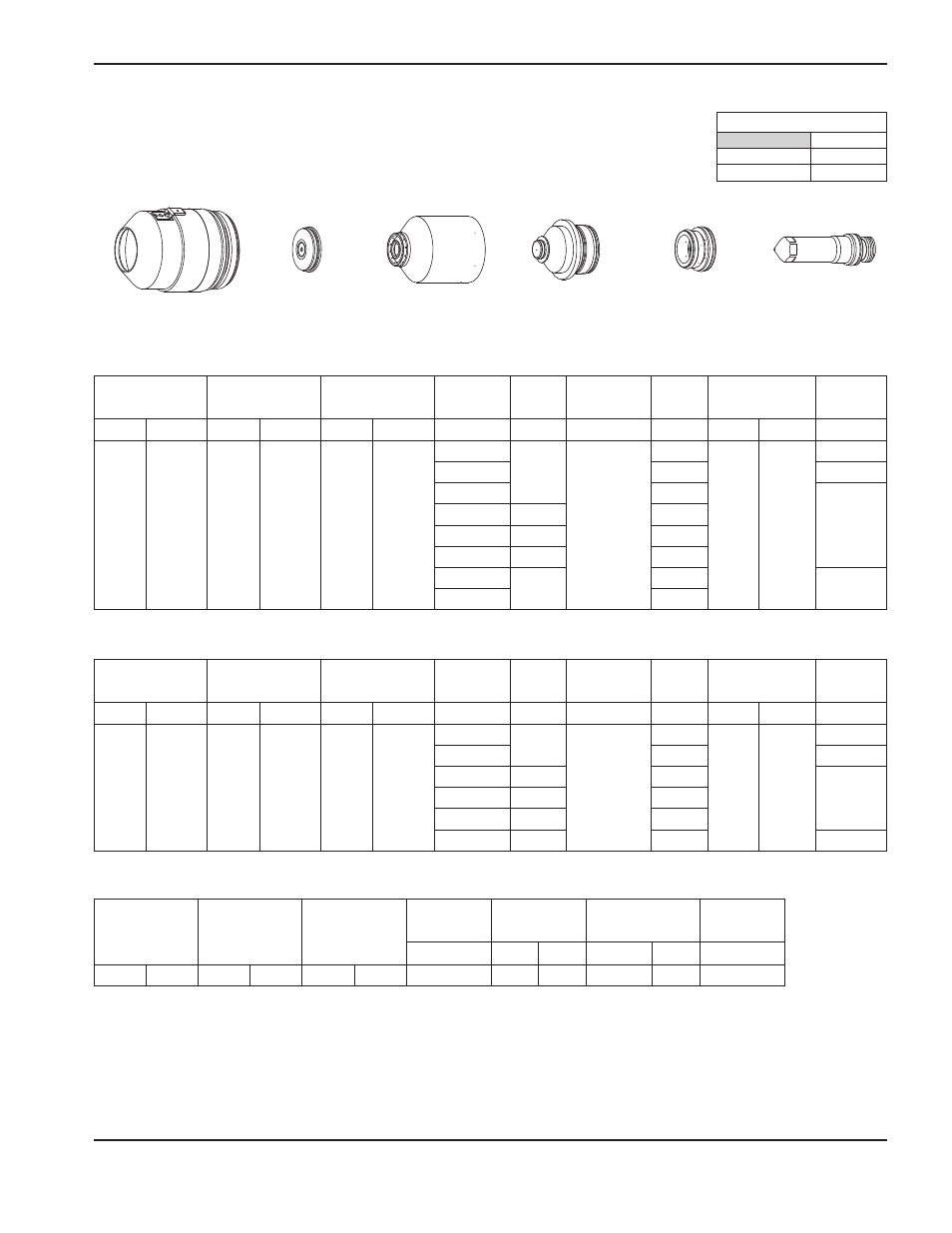
APÉNDICE C – TABLAS DE CORTE PARA REVISIONES ANTERIORES DEL SISTEMA
HPR260 Auto Gas Manual de Instrucciones
c-7
4
220202
220173
220308
220304
220180
220201
Nota: Este proceso produce un filo de corte más oscuro que el proceso de acero inoxidable 45A, F5/N
2
.
Acero inoxidable
Plasma N
2
/ gas protector N
2
45 A corte
Métrico
Inglés
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma Protección Plasma Protección Plasma Protección
mm
V
mm
mm/m
mm
Factor %
seg.
N
2
N
2
35
5
62
55
0,8
94
2,5
6380
3,8
150
0,0
1
5880
0,1
1,2
5380
0,2
1,5
95
4630
2
97
3935
2,5
101
3270
3
103
2550
0,3
4
1580
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma Protección Plasma Protección Plasma Protección
pulg.
V
pulg.
ppm
pulg.
Factor %
seg.
N
2
N
2
35
5
62
55
0.036
94
0.100
240
0.150
150
0.0
0.048
210
0.1
0.060
95
180
0.2
0.075
97
160
0.105
101
120
0.135
103
75
0.3
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Amperaje
Distancia
antorcha-pieza
Velocidad
de marcar
Voltaje
de arco
A
mm
pulg.
mm/min
ppm
V
N
2
N
2
10
10
10
10
15
2,5
0.100
6350
250
85
Marcar
Taza de flujo – lpm/scfh
N
2
Preflujo
24 / 51
Flujo de corte
75 / 159