Acero inoxidable, Plasma h35 y n, Gas protector n – Hypertherm HPR260 Auto Gas Preventive Maintenance Program Rev.5 Manual del usuario
Página 108: 130 a corte
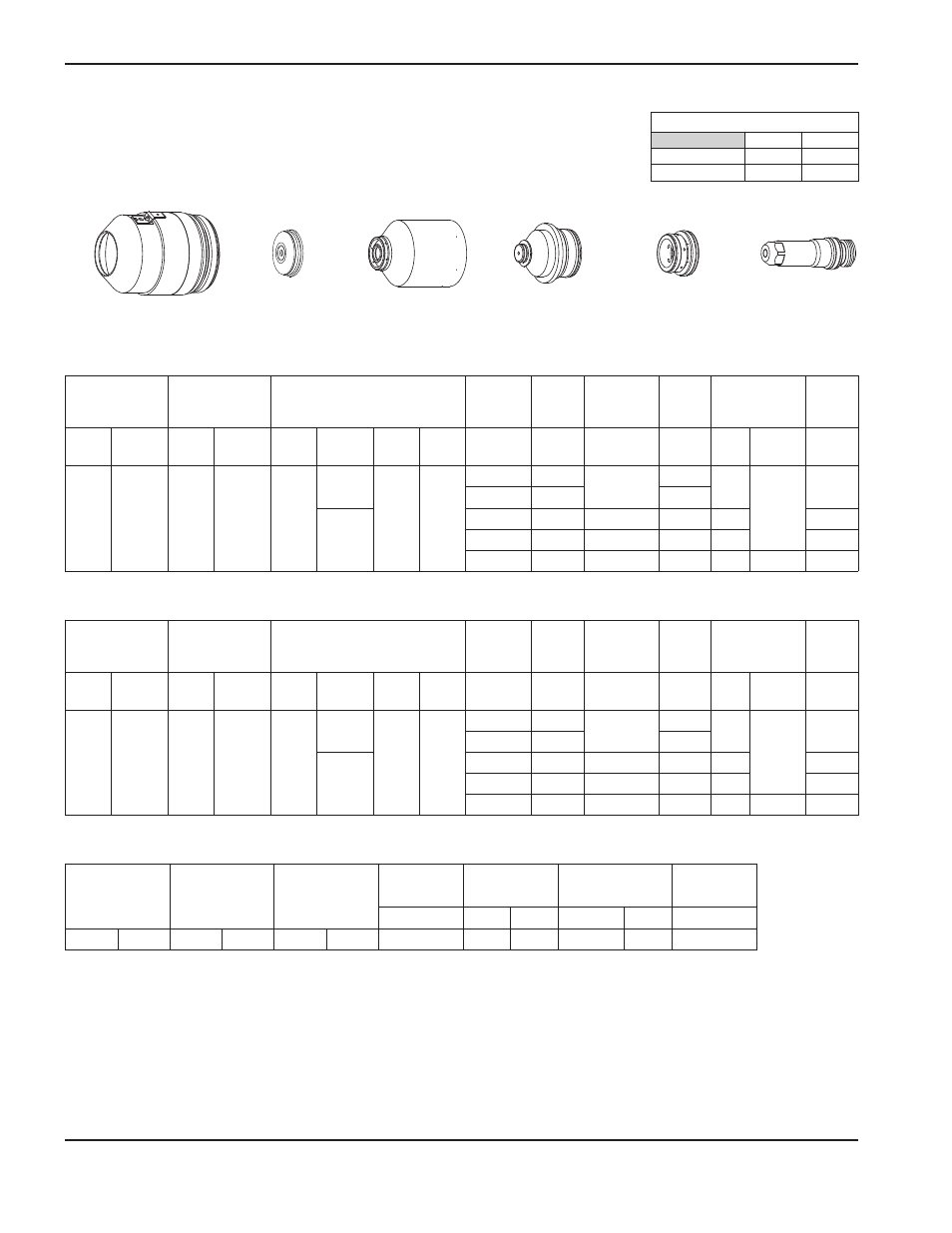
MODO DE OPERAR
4-26
HPR260 Auto Gas Manual de Instrucciones
5
220198
220173
220307
220304
220179
220197
Nota: Este proceso produce un filo de corte más liso y brillante con menos escoria pero mayor variación de
ángulo de corte que el proceso 130A, N
2
/N
2
. El color del filo es más plateado que el proceso H35/N
2
.
Acero inoxidable
Plasma H35 y N
2
/ gas protector N
2
130 A corte
Métrico
Inglés
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
de perforación
Demora
de
perforado
Plasma Protección Plasma Protección Plasma Protección
Mezcle
gas 1
Mezcle
gas 2
mm
V
mm
mm/m
mm
Factor %
seg.
H35
N
2
19
51
75
38
32
18
6
150
3,0
1835
6,0
200
0,3
10
153
1195
27
12
160
3,5
875
7,0
0,5
15
168
3,8
670
7,6
0,8
20
176
4,3
305
7,7
180
1,3
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
de perforación
Demora
de
perforado
Plasma Protección Plasma Protección Plasma Protección
Mezcle
gas 1
Mezcle
gas 2
pulg.
V
pulg.
ppm
pulg. Factor %
seg.
H35
N
2
19
51
75
38
32
18
1/4
150
0.120
70
0.240
200
0.3
3/8
153
50
27
1/2
160
0.140
30
0.280
0.5
5/8
168
0.150
25
0.300
0.8
3/4
176
0.170
15
0.310
180
1.3
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Amperaje
Distancia
antorcha-pieza
Velocidad
de marcar
Voltaje
de arco
A
mm
pulg.
mm/min
ppm
V
N
2
N
2
10
10
10
10
18
2,5
0.100
6350
250
130
Marcar
Taza de flujo – lpm/scfh
H35
N
2
Preflujo
0 / 0
97 / 205
Flujo de corte
13 / 28
71 / 150