Programar un contorno sencillo, Programar la primera pieza 1.3 – HEIDENHAIN TNC 620 (81760x-02) ISO programming Manual del usuario
Página 51
Programar la primera pieza
1.3
1
TNC 620 | Modo de empleo Programación DIN/ISO | 4/2015
51
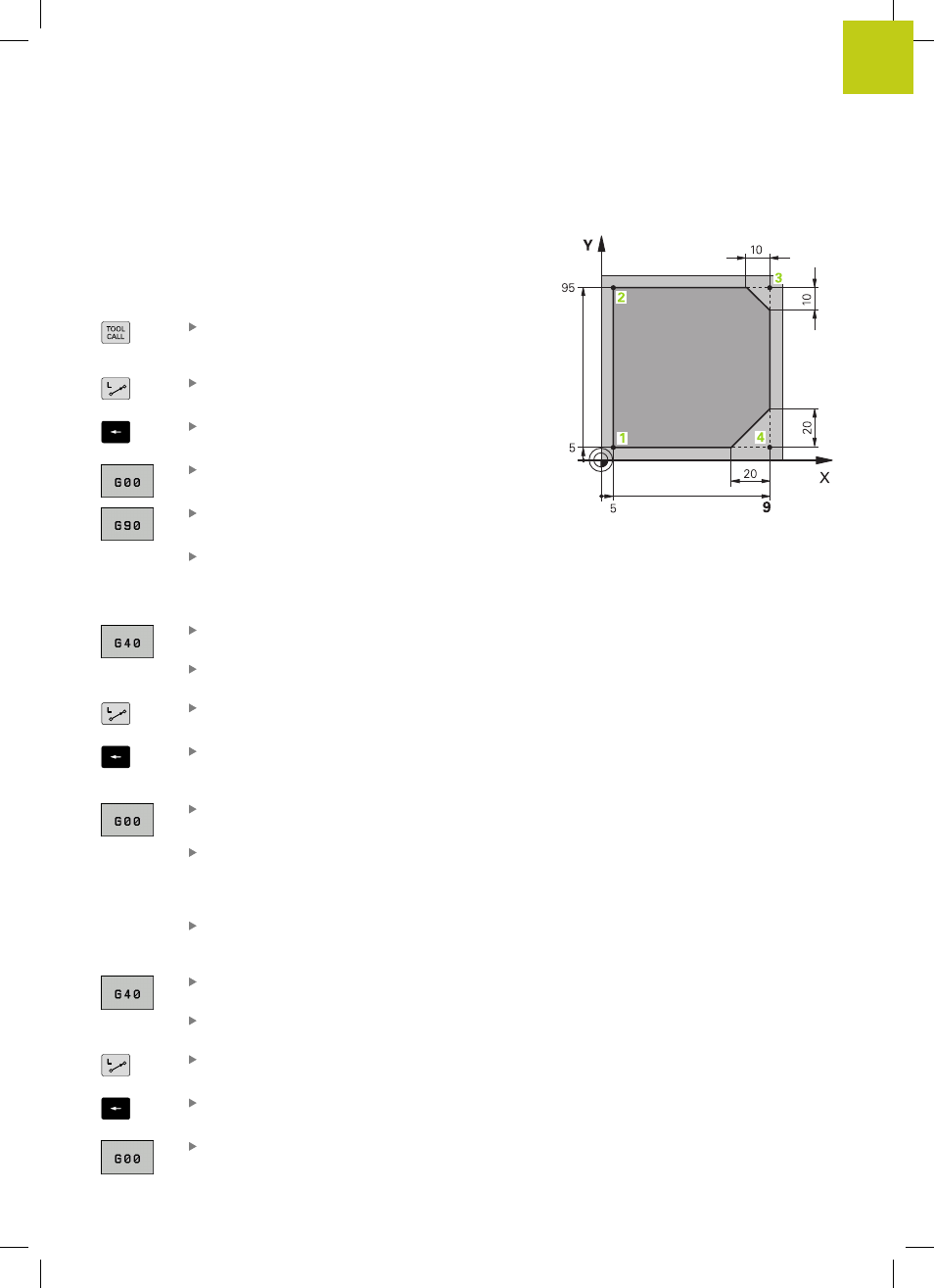
Programar un contorno sencillo
El contorno mostrado en la imagen a la derecha se debe fresar en
una pasada a la profundidad de 5 mm. La definición de la pieza en
bruto ya está creada. Después de abrir un diálogo mediante una
tecla de función introducir todos los datos solicitados por el TNC en
la cabecera de la pantalla.
Llamar a la herramienta: Introducir los datos de
herramienta. Confirmar los datos cada vez con la
tecla
ENT, no olvidar el eje de herramienta G17
Pulsar la tecla
L para iniciar una frase de programa
de un movimiento rectilíneo
Con la tecla de flecha cambiar hacia la izquierda al
campo de introducción para las funciones G.
Seleccionar la Softkey
G00 para un
desplazamiento en marcha rápida
Seleccionar la Softkey
G90 para indicar medidas
absolutas
Avance libre de la herramienta: Pulsar la tecla de
eje naranja
Z e introducir el valor correspondiente
a la posición a acceder, p. ej., 250. Confirmar con
la tecla
ENT
No activar ninguna corrección del radio: Pulsar la
Softkey
G40
Función auxiliar M? confirmar con la tecla END: el
TNC guarda la frase de desplazamiento introducida
Pulsar la tecla
L para iniciar una frase de programa
de un movimiento rectilíneo
Con la tecla de flecha cambiar hacia la izquierda al
campo de introducción para las funciones G.
Seleccionar la Softkey
G00 para un
desplazamiento en marcha rápida
Preposicionar la herramienta en el plano de
mecanizado: pulsar la tecla de eje naranja
X e
introducir el valor para la posición a la que se debe
aproximar, p. ej., -20
Pulsar la tecla de eje naranja
Y e introducir el valor
correspondiente a la posición a acceder, p. ej., -20.
Confirmar con la tecla ENT
No activar ninguna corrección del radio: Pulsar la
Softkey
G40
Función auxiliar M? confirmar con la tecla END: el
TNC guarda la frase de desplazamiento introducida
Pulsar la tecla
L para iniciar una frase de programa
de un movimiento rectilíneo
Con la tecla de flecha cambiar hacia la izquierda al
campo de introducción para las funciones G.
Seleccionar la Softkey
G00 para un
desplazamiento en marcha rápida