Ejemplo: programación fk 1 – HEIDENHAIN TNC 620 (81760x-02) ISO programming Manual del usuario
Página 246
Programación: Programar contornos
6.6
Movimientos de trayectoria – Programación de contorno libre FK
(opción #19)
6
246
TNC 620 | Modo de empleo Programación DIN/ISO | 4/2015
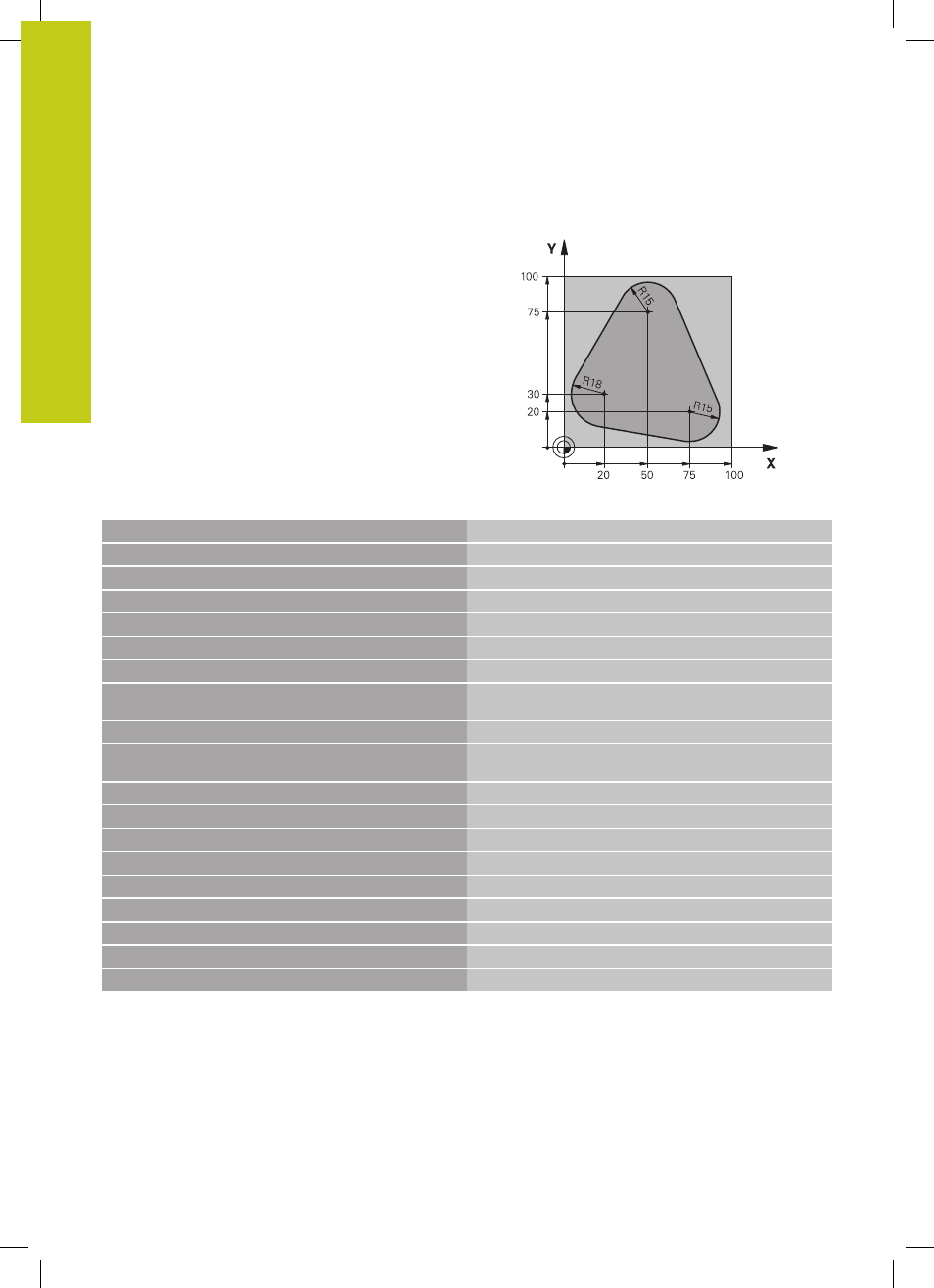
Ejemplo: Programación FK 1
%FK1 G71*
N10 G30 G17 X+0 Y+0 Z-20*
Definición de la pieza en bruto
N20 G31 X+100 Y+100 Z+0*
N30 T 1 G17 S500*
Llamada a la herramienta
N40 G00 G90 Z+250 G40 M3*
Retirar la herramienta
N50 G00 X-20 Y+30 G40*
Posicionamiento previo de la herramienta
N60 G01 Z-10 G40 F1000*
Desplazamiento a la profundidad de mecanizado
N70 APPR CT X+2 Y+30 CCA90 R+5 G41 F250*
Aproximación al contorno según un círculo con conexión
tangente
N80 FC DR- R18 CLSD+ CCX+20 CCY+30*
Apartado FK:
N90 FLT*
Para cada trayectoria del contorno se programan los datos
conocidos
N100 FCT DR- R15 CCX+50 CCY+75*
N110 FLT*
N120 FCT DR- R15 CCX+75 CCY+20*
N130 FLT*
N140 FCT DR- R18 CLSD- CCX+20 CCY+30*
N150 DEP CT CCA90 R+5 F2000*
Salida del contorno según un círculo con conexión tangente
N160 G00 X-30 Y+0*
N170 G00 Z+250 M2*
Retirar la herramienta, final del programa
N99999999 %FK1 G71*