HEIDENHAIN TNC 620 (81760x-02) ISO programming Manual del usuario
Página 411
La función PLANE: Girar el plano de mecanizado (opción #8) 12.2
12
TNC 620 | Modo de empleo Programación DIN/ISO | 4/2015
411
Si se utiliza la función
PLANE en combinación con
STAY, entonces deben inclinarse los ejes giratorios
en una frase separada de posicionamiento después
de la función
PLANE.
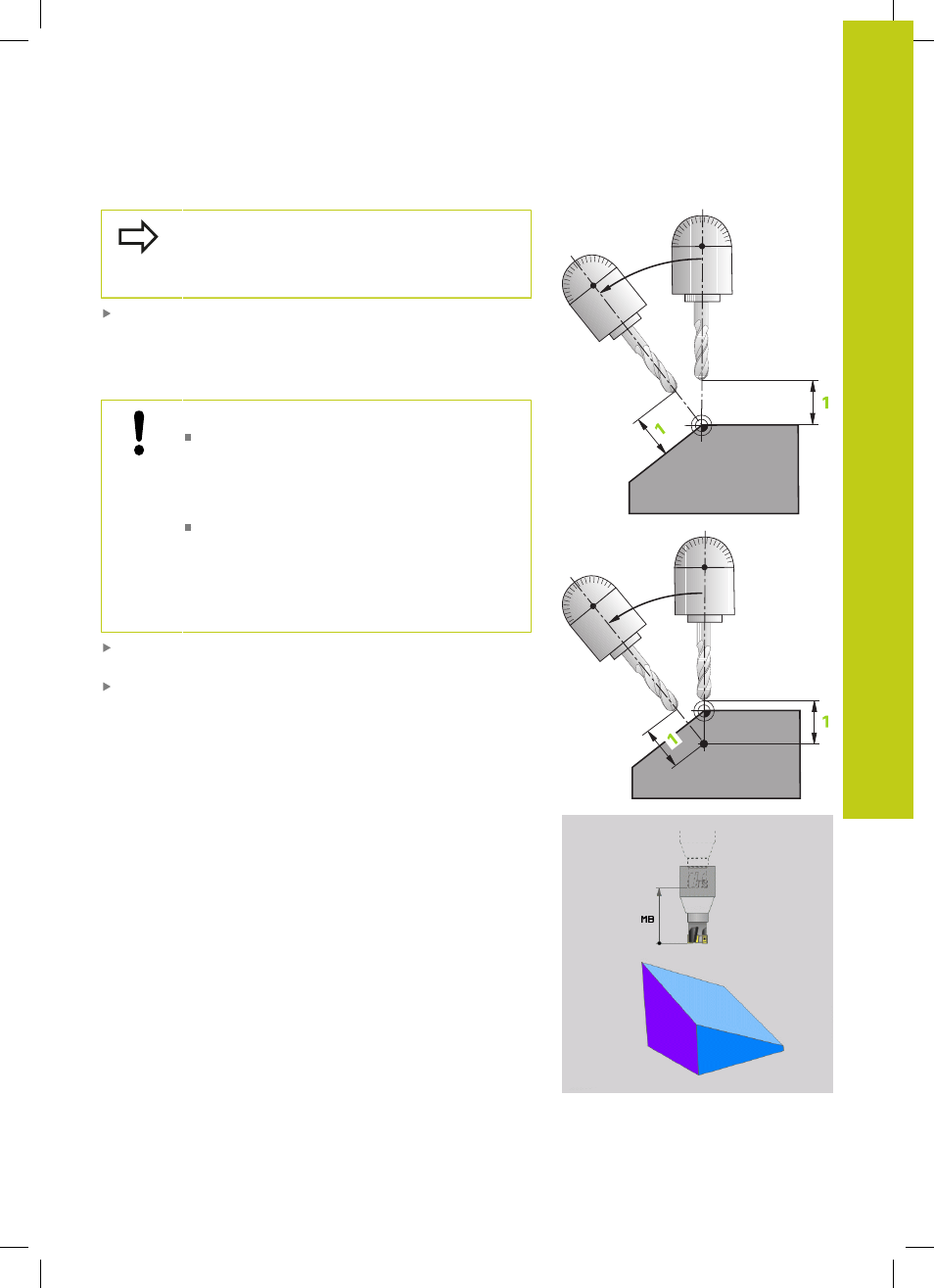
Distancia desde punto de giro a la punta de la hta.
(incremental): El TNC hace bascular la herramienta (la mesa)
alrededor de la punta de la herramienta. Mediante el parámetro
DIST se desplaza el punto de giro del movimiento de inclinación
en referencia a la posición actual de la punta de la herramienta
Deberá tenerse en cuenta:
Si la herramienta antes de inclinarse ya está a
la distancia de la pieza que se ha introducido,
después de la inclinación, la herramienta queda,
visto relativamente, en la misma posición (véase
la figura del centro a la derecha,
1
= DIST.)
Si la herramienta antes de inclinarse no está a
la distancia de la pieza que se ha introducido,
después de la inclinación, la herramienta queda,
visto relativamente, desplazada respecto de la
posición original (véase la figura inferior derecha,
1
= ABST)
¿Avance? F=: Velocidad de trayectoria con la que debe inclinarse
la herramienta
¿Longitud de retirada en el eje de hta.?: distancia de retirada
MB, efecto incremental de la posición actual de herramienta en
la dirección del eje de herramienta activa, que efectúa el TNC
antes del proceso de entrada
.
MB MAX retira la herramienta
hasta justo delante del interruptor final de software