Ejemplo: grupos de taladros – HEIDENHAIN TNC 620 (81760x-02) ISO programming Manual del usuario
Página 282
Programación: Subprogramas y repeticiones parciales de un programa
8.6
Ejemplos de programación
8
282
TNC 620 | Modo de empleo Programación DIN/ISO | 4/2015
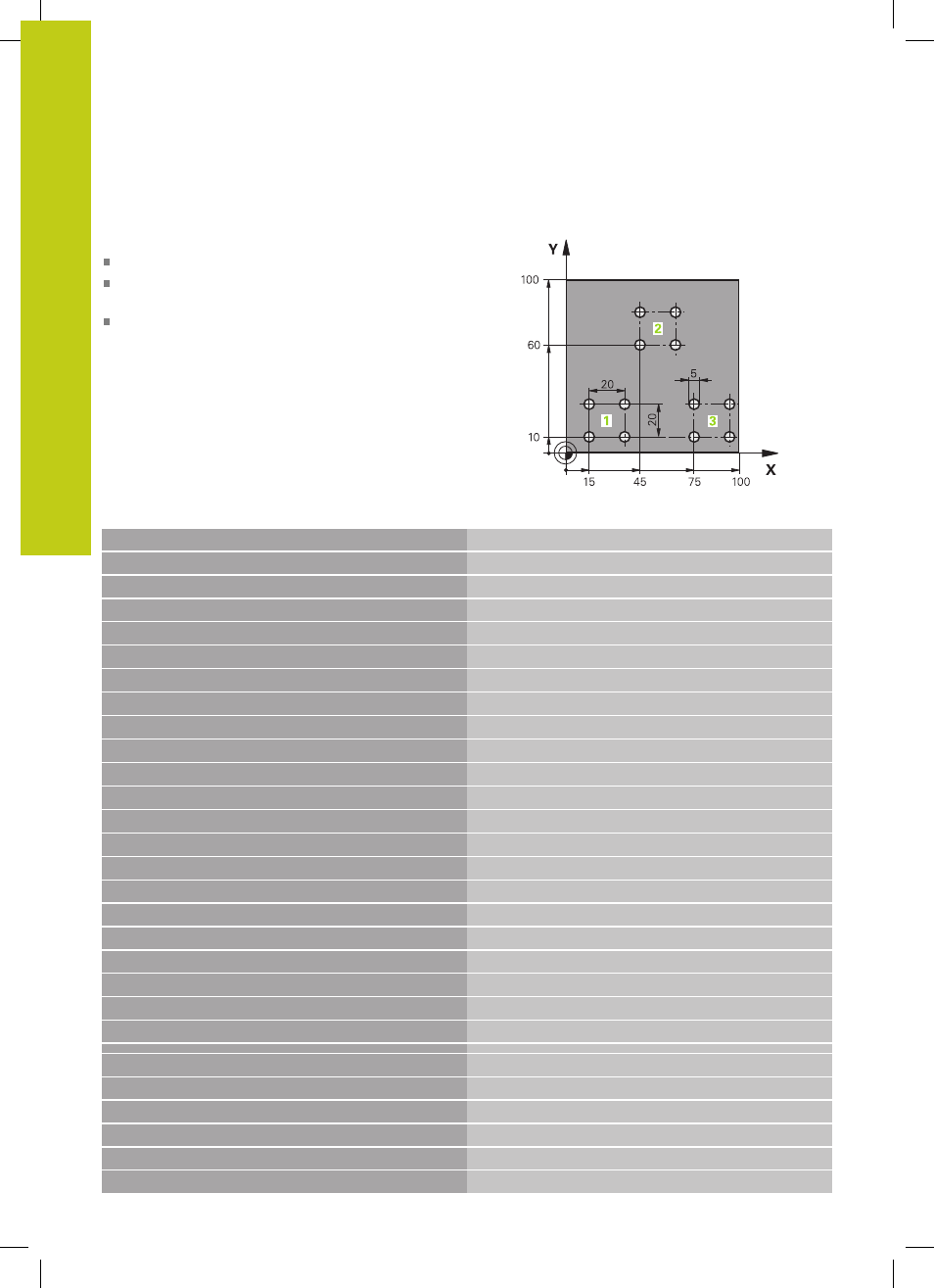
Ejemplo: Grupos de taladros
Desarrollo del programa:
Llegada al grupo de taladros en el programa principal
Llamar al grupo de taladrado (subprograma 1) en el
programa principal
Programar una sola vez el grupo de taladros en el
subprograma 1
%UP1 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 T1 G17 S3500 *
Llamada a una herramienta
N40 G00 G40 G90 Z+250 *
Retirar la herramienta
N50 G200 TALADRAR
Definición del ciclo taladrado
Q200=2
;DISTANCIA SEGURIDAD
Q201=-30
;PROFUNDIDAD
Q206=300
;AVANCE PROFUNDIDAD
Q202=5
;PASO PROFUNDIZACION
Q210=0
;TIEMPO ESPERA ARRIBA
Q203=+0
;COORD. SUPERFICIE
Q204=2
;2A DIST. SEGURIDAD
Q211=0
;TIEMPO ESPERA ABAJO
Q395=0
;REFERENCIA PROFUNDIDAD
N60 X+15 Y+10 M3 *
Llegada al punto de partida del grupo de taladros 1
N70 L1,0 *
Llamada al subprograma para el grupo de taladros
N80 X+45 Y+60 *
Llegada al punto de partida del grupo de taladros 2
N90 L1,0 *
Llamada al subprograma para el grupo de taladros
N100 X+75 Y+10 *
Llegada al punto de partida del grupo de taladros 3
N110 L1,0 *
Llamada al subprograma para el grupo de taladros
N120 G00 Z+250 M2 *
Final del programa principal
N130 G98 L1 *
Principio del subprograma 1: Grupo de taladros
N140 G79 *
Llamar ciclo para taladro 1
N150 G91 X+20 M99 *
Aproximación al taladro 2, llamada al ciclo
N160 Y+20 M99 *
Aproximación al taladro 3, llamada al ciclo
N170 X-20 G90 M99 *
Aproximación al taladro 4, llamada al ciclo
N180 G98 L0 *
Final del subprograma 1