Powermax1650, Operación – Hypertherm Powermax1650 Rev.1 Manual del usuario
Página 70
OPERACIÓN
4-20
powermax1650
Manual del operador
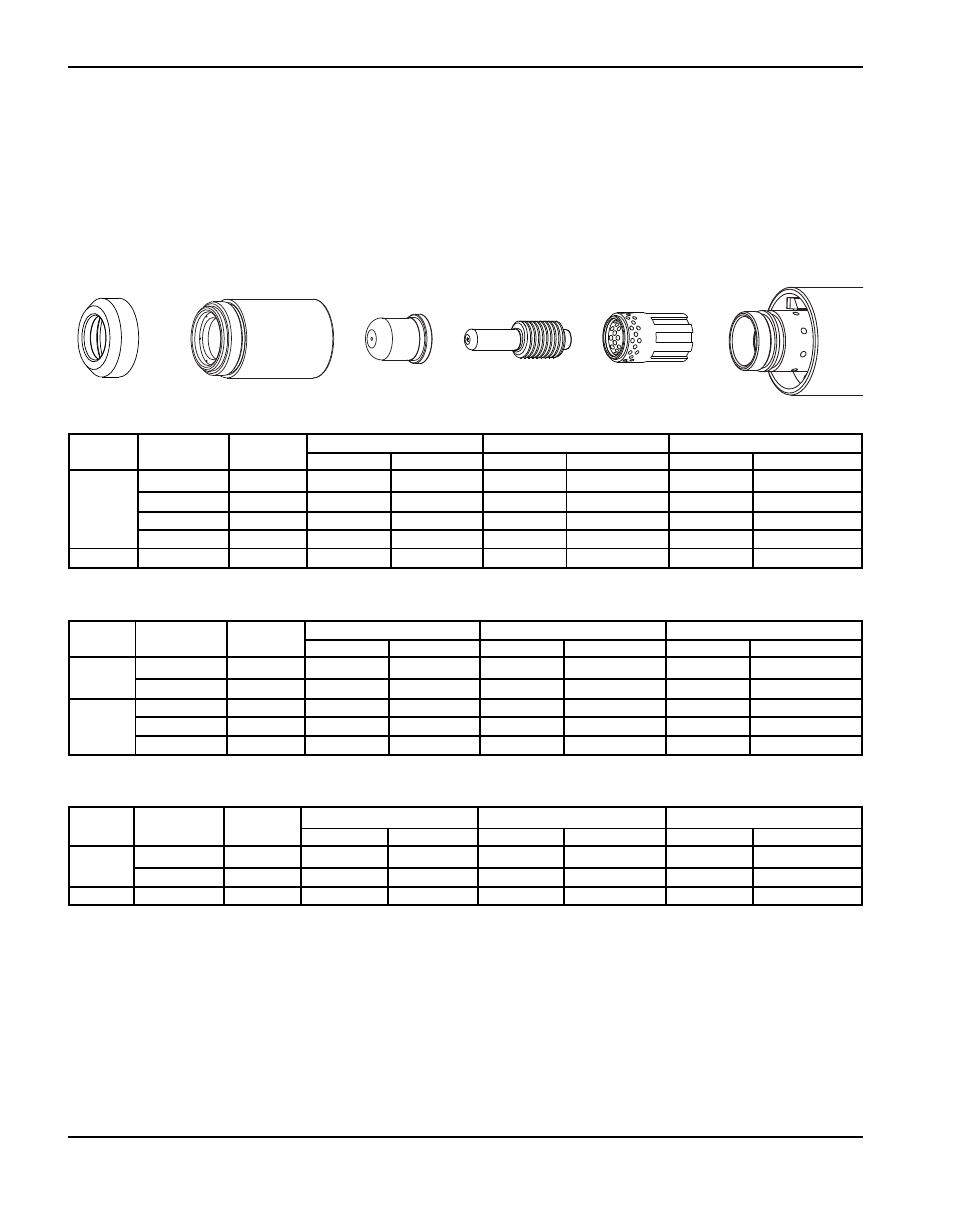
Consumibles mecanizados sin protección de 40 a 60 amperios
• Distancia de la antorcha a la pieza para la siguiente tabla de cortes es de 1,5 mm para todos los cortes.
Capuchón de retención
120928
Boquilla
220006
Electrodo
120926
Difusor
120925
Antorcha
T100M-2
Deflector
120979
Corriente
del arco
Voltaje
del arco
Demora de
perforado
Espesor del material
Velocidades máximas de avance Velocidades óptimas de avance
pulgada
mm
ppm
mm/min
ppm
mm/min
25
125
26 CA
0,5
550
13970
353
8966
128
22 CA
0,8
484
12294
315
8001
130
18 CA
1,3
238
6045
155
3937
131
16 CA
1,5
167
4242
109
2769
40
129
0,25
14 CA
1,9
326
8280
212
5385
Corriente
del arco
Voltaje
del arco
Demora de
perforado
Espesor del material
Velocidades máximas de avance Velocidades óptimas de avance
pulgada
mm
ppm
mm/min
ppm
mm/min
25
125
1/32"
0,8
564
14326
366
9296
127
1/16"
1,5
236
5994
153
3886
40
127
0,25
3/32"
2,4
261
6629
170
4318
Acero al carbono
Acero inoxidable
Aluminio
Corriente
del arco
Voltaje
del arco
Demora de
perforado
Espesor del material
Velocidades máximas de avance Velocidades óptimas de avance
pulgada
mm
ppm
mm/min
ppm
mm/min
25
127
26 CA
0,5
561
14249
365
9271
127
22 CA
0,8
453
11506
295
7493
40
123
0,25
18 CA
1,3
500
12700
325
8255
127
0,25
16 CA
1,5
367
9322
239
6071
128
0,25
14 CA
1,9
220
5588
143
3632
Las velocidades máximas de desplazamiento son las velocidades más rápidas de desplazamiento posibles para cortar el material
sin que importe la calidad del corte. Las velocidades de desplazamiento óptimas dan el mejor ángulo de corte, mínima escoria
y el mejor acabado en la superficie de corte. Recuerde que las tablas de corte tienen el propósito de proporcionar un
buen punto donde comenzar para cada diferente requerimiento de corte. Todo sistema de corte requiere “afinarse”
para cada aplicación de corte para obtener la calidad de corte deseada.