Powermax1650, Operación – Hypertherm Powermax1650 Rev.1 Manual del usuario
Página 69
OPERACIÓN
powermax1650
Manual del operador
4-19
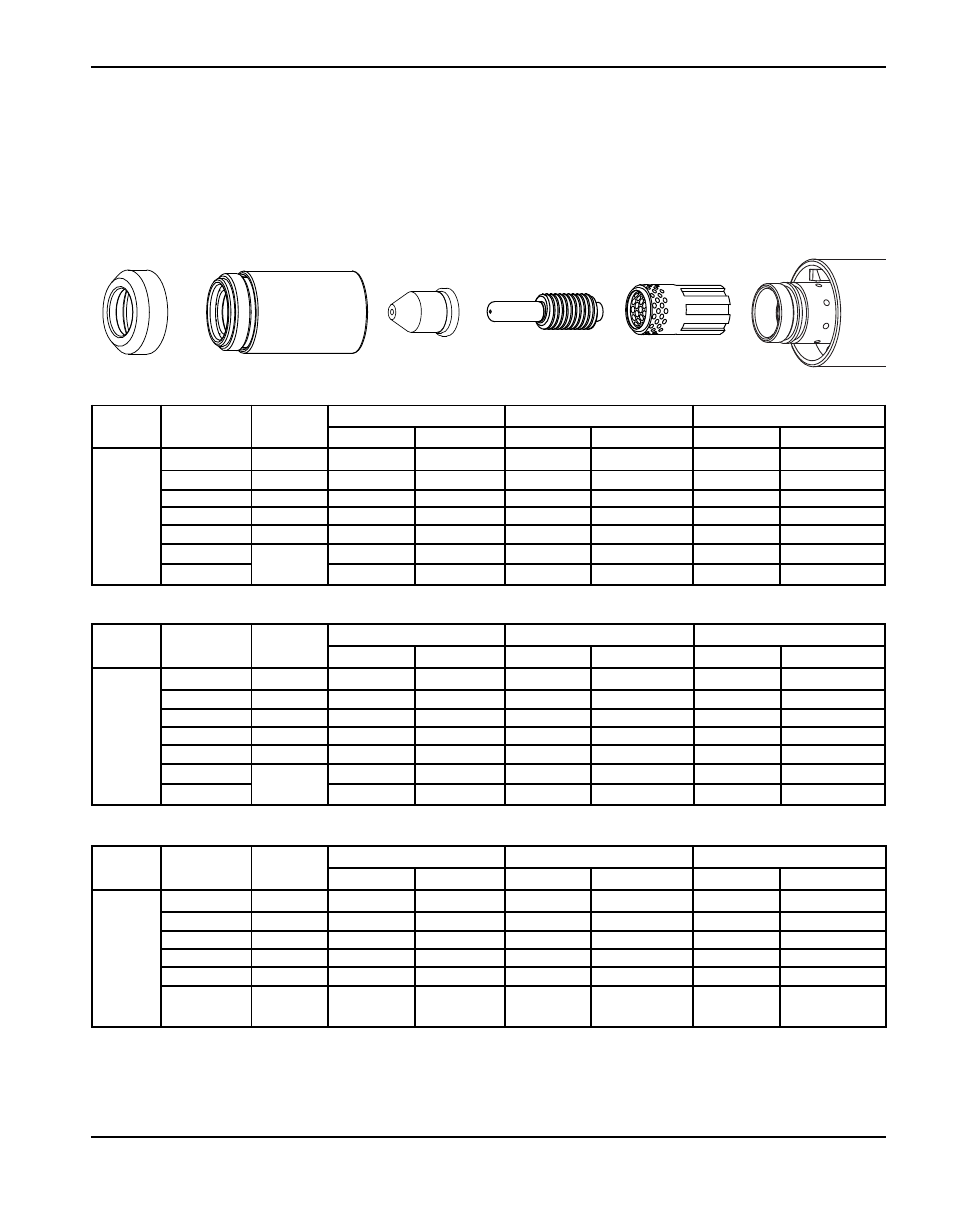
Consumibles sin protección mecanizados de 100 amperios
• Distancia de la antorcha a la pieza para la siguiente tabla de cortes es de 4,8 mm para todos los cortes.
Capuchón de retención
220048
Boquilla
220064
Electrodo
220037
Difusor
220051
Antorcha
T100M-2
Deflector
120979
Corriente
del arco
Voltaje
del arco
Demora de
perforado
Espesor del material
Velocidades máximas de avance Velocidades óptimas de avance
pulgada
mm
ppm
mm/min
ppm
mm/min
100
136
0,5
1/4"
6,4
210
5334
137
3479
139
0,5
3/8"
9,5
122
3098
79
2006
142
1,0
1/2"
12,7
91
2311
59
1498
146
1,0
5/8"
15,9
57
1447
37
939
150
1,5
3/4"
19,0
43
1092
28
711
155
No se
aplica
1"
25,4
26
660
17
431
160
1 1/4"
31,8
16
406
10
254
Corriente
del arco
Voltaje
del arco
Demora de
perforado
Espesor del material
Velocidades máximas de avance Velocidades óptimas de avance
pulgada
mm
ppm
mm/min
ppm
mm/min
100
137
0,5
1/4"
6,4
255
6477
166
4216
139
0,5
3/8"
9,5
153
3886
99
2514
142
1,0
1/2"
12,7
107
2717
70
1778
147
1,0
5/8"
15,9
77
1955
50
1270
150
1,5
3/4"
19,0
51
1295
33
838
154
No se
aplica
1”
25,4
31
787
20
508
Acero al carbono
Acero inoxidable
Aluminio
Corriente
del arco
Voltaje
del arco
Demora de
perforado
Espesor del material
Velocidades máximas de avance Velocidades óptimas de avance
pulgada
mm
ppm
mm/min
ppm
mm/min
100
136
0,5
1/4"
6,4
241
6121
157
3987
139
0,5
3/8"
9,5
131
3327
85
2159
142
1,0
1/2"
12,7
81
2057
53
1346
146
1,0
5/8"
15,9
51
1295
33
838
150
1,5
3/4"
19,0
33
838
22
558
155
No se
aplica
1"
25,4
22
558
14
355
161
1 1/4"
31,8
11
279
7
177
Las velocidades máximas de desplazamiento son las velocidades más rápidas de desplazamiento posibles para cortar el material
sin que importe la calidad del corte. Las velocidades de desplazamiento óptimas dan el mejor ángulo de corte, mínima escoria
y el mejor acabado en la superficie de corte. Recuerde que las tablas de corte tienen el propósito de proporcionar un
buen punto donde comenzar para cada diferente requerimiento de corte. Todo sistema de corte requiere “afinarse”
para cada aplicación de corte para obtener la calidad de corte deseada.