Powermax1650, Operación, Consumibles “finecut – Hypertherm Powermax1650 Rev.1 Manual del usuario
Página 68
OPERACIÓN
4-18
powermax1650
Manual del operador
Corriente
del arco
Voltaje del arco
Espesor del material
Velocidad aproximada de corte
pulgada
mm
ppm
mm/min
50
76
10 Ca
3,4
90
2286
40
83
10 Ca
3,4
50
1270
45
77
12 Ca
2,7
120
3048
40
81
12 Ca
2,7
70
1778
79
14 Ca
1,9
135
3810
79
16 Ca
1,5
150
3810
79
18 Ca
1,2
150
2540
78
20 Ca
0,9
120
2540
30
80
24 Ca
0,6
150
3174
Acero al carbono
Corriente
del arco
Voltaje del arco
Espesor del material
Velocidad aproximada de corte
pulgada
mm
ppm
mm/min
50
63
10 Ca
3,4
80
1905
40
73
10 Ca
3,4
60
1524
45
63
12 Ca
2,7
100
3174
40
72
12 Ca
2,7
80
1905
65
14 Ca
1,9
150
3810
64
16 Ca
1,5
150
3810
64
18 Ca
1,2
150
3810
65
20 Ca
0,9
150
3810
30
66
24 Ca
0,6
150
3810
Acero inoxidable
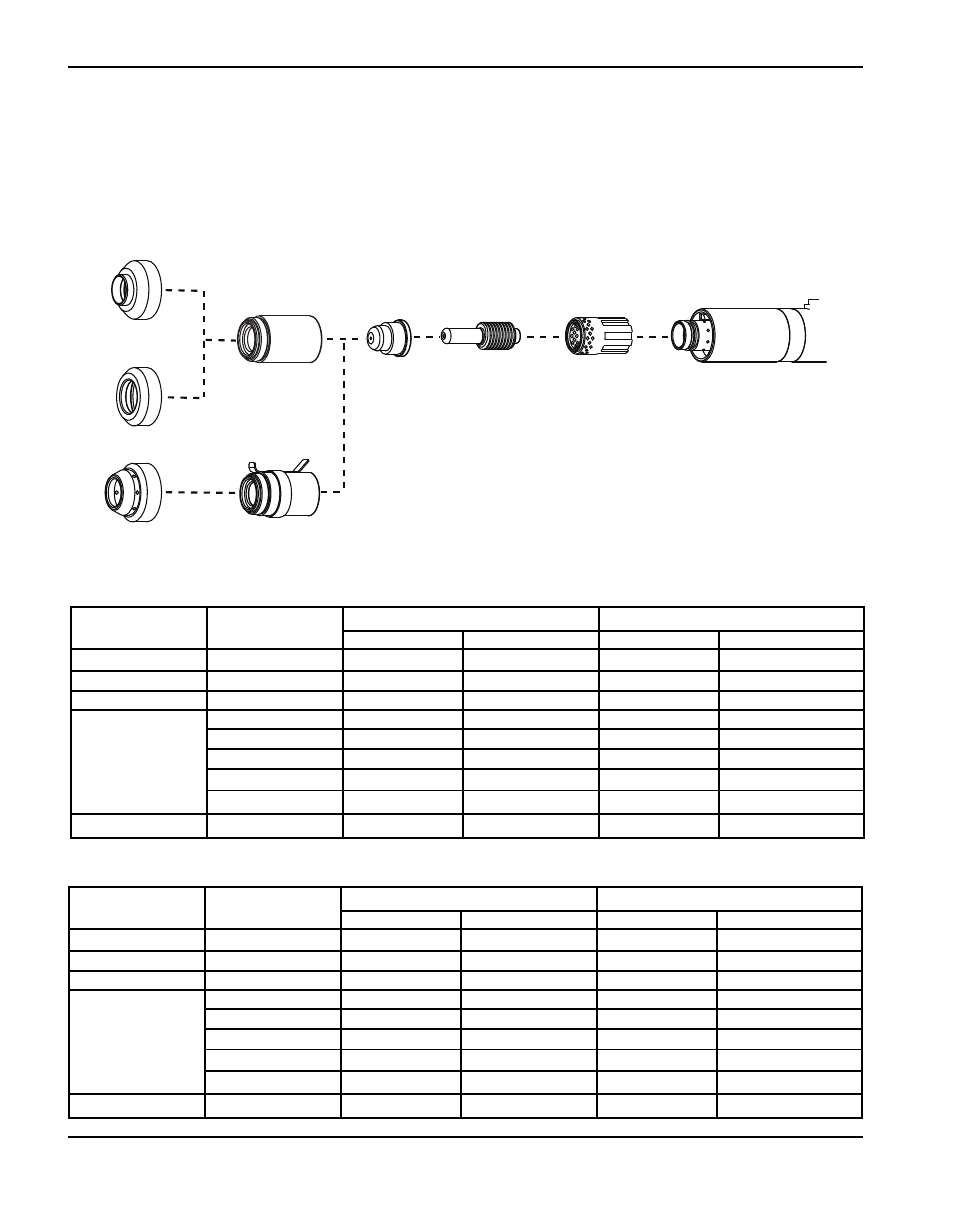
Consumibles “FineCut”
• La distancia de la antorcha al trabajo para las siguientes tablas de corte son 2,032 mm para
acero al carbono y 0,254 mm para acero inoxidable.
* Para uso con sistemas CE.
** Use un capuchón de percepción óhmica cuando
esté instalado un controlador de altura de
antorcha compatible.
120925
120926
220329
120928
220061**
220325*
120979
220404
Deflector
Capuchón
de retención
Boquilla
Electrodo
Difusor
Antorcha
T100M-2