Aire, Aluminio, Sobre agua 3" bajo agua – Hypertherm HT2000LHF Manual del usuario
Página 40: Modo de operar, 200 a – plasma n, Gas protector aire
MODO DE OPERAR
7
HySpeed HT2000LHF
Manual de Instrucciones
2-25
Aluminio
200 A – Plasma N
2
/ gas protector aire
Esta combinación de gases se utiliza cuando la calidad del filo en el corte no es muy importante. Con esta
combinación se prolonga la duración del electrodo.
Nota:
Fije la presión de entrada del gas plasma a 120 lbs./pulg.
2
(8,3 bar)
Fije la presión de entrada del gas protector a 90 lbs./pulg.
2
(6,2 bar)
No se recomienda corte de producción arriba de un espesor de 22 mm.
020424
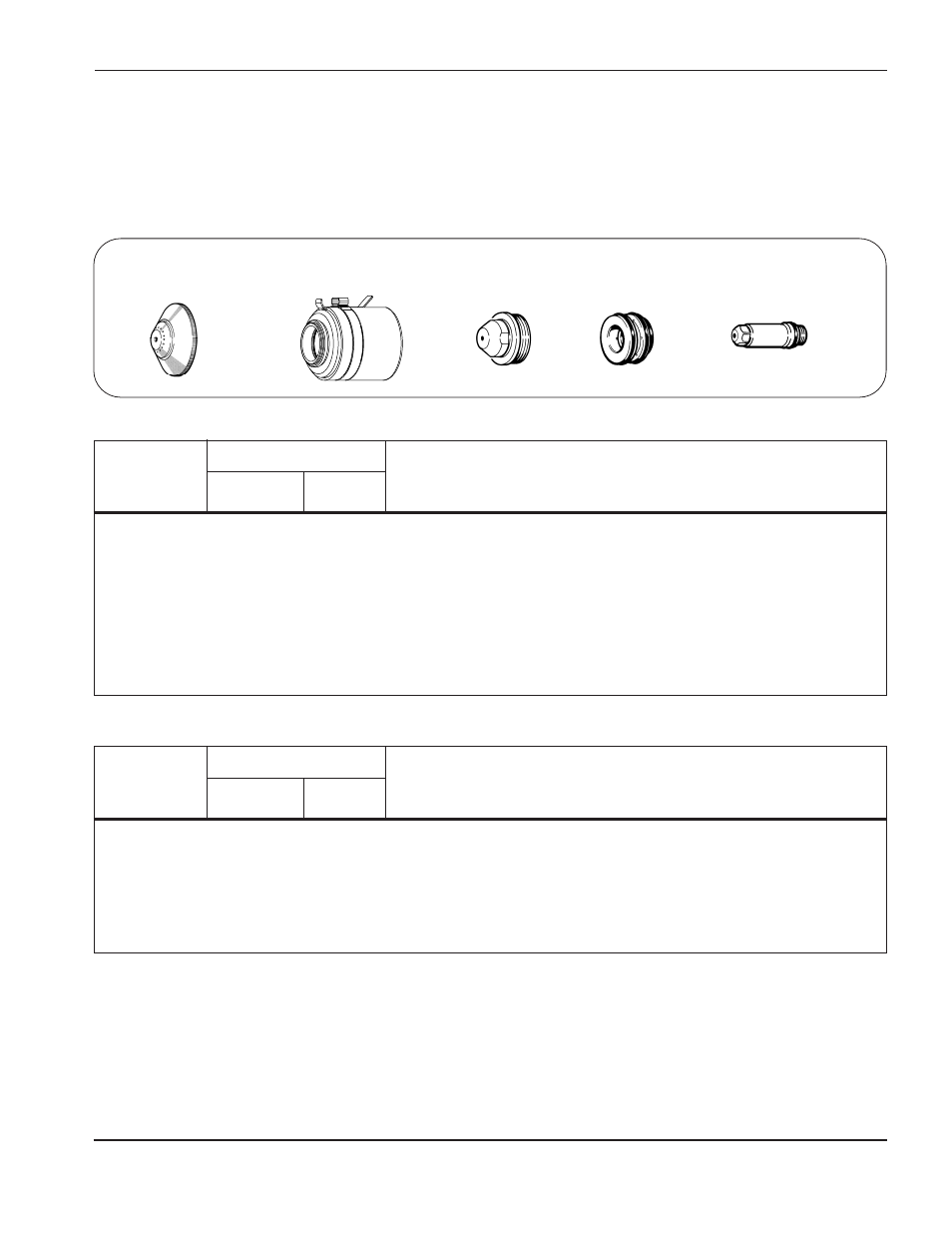
Aislador
120837
Capuchón de retención
020608
Boquilla
020607
Difusor
020415
Electrodo
% Flujo del
Presión
Distancia
Altura inicial
Ajuste
Tiempo aprox.
gas plasma
del gas pro-
antorcha-
de la antorcha,
voltaje
Velocidad de
de retraso de
Espesor
Preflujo
Marcha
tector (Aire)
pieza
para perforar
de arco
desplazamiento
movimiento
del metal
(% N
2
)
(% N
2
)
(lbs/pulg.
2
/bares)
(mm)
(mm)
(V)
(mm/min)
(seg.)
% Flujo del
Presión
Distancia
Altura inicial
Ajuste
Tiempo aprox.
gas plasma
del gas pro-
antorcha-
de la antorcha,
voltaje
Velocidad de
de retraso de
Espesor
Preflujo
Marcha
tector (Aire)
pieza
para perforar
de arco
desplazamiento
movimiento
del metal
(% N
2
)
(% N
2
)
(lbs/pulg.
2
/bares)
(mm)
(mm)
(V)
(mm/min)
(seg.)
3
⁄
16
"
5 mm
50
60
60/4
3
6
130
4570
0,5
1
⁄
4
"
6 mm
3
6
135
4060
1,0
3
⁄
8
"
10 mm
31
37
130
3
6
135
3050
1,5
1
⁄
2
"
12 mm
l/min
l/min
l/min
3
6
140
2030
2,0
5
⁄
8
"
15 mm
4
8
140
1780
2,0
3
⁄
4
"
20 mm
5
10
150
1270
2,5
7
⁄
8
"
22 mm
6
12
160
890
2,5
1"
25 mm
6
12
165
635
1
1
⁄
4
"
32 mm
6
12
175
510
1
1
⁄
2
"
38 mm
6
12
185
250
3
⁄
16
"
5 mm
50
60
70/4,8
3
6
135
4350
0,5
1
⁄
4
"
6 mm
3
6
140
3650
1,0
3
⁄
8
"
10 mm
31
37
130
3
6
140
2600
1,5
1
⁄
2
"
12 mm
l/min
l/min
l/min
3
6
145
1620
2,0
5
⁄
8
"
15 mm
4
8
145
1350
2,5
3
⁄
4
"
20 mm
5
10
155
890
3,0
7
⁄
8
"
22 mm
6
12
165
620
3,0
Sobre agua
3" bajo agua