Aire, Acero al carbono, 75 mm bajo agua sobre agua – Hypertherm HT2000LHF Manual del usuario
Página 28: Modo de operar, 200 a – plasma o, Gas protector aire
MODO DE OPERAR
7
HySpeed HT2000LHF
Manual de Instrucciones
2-13
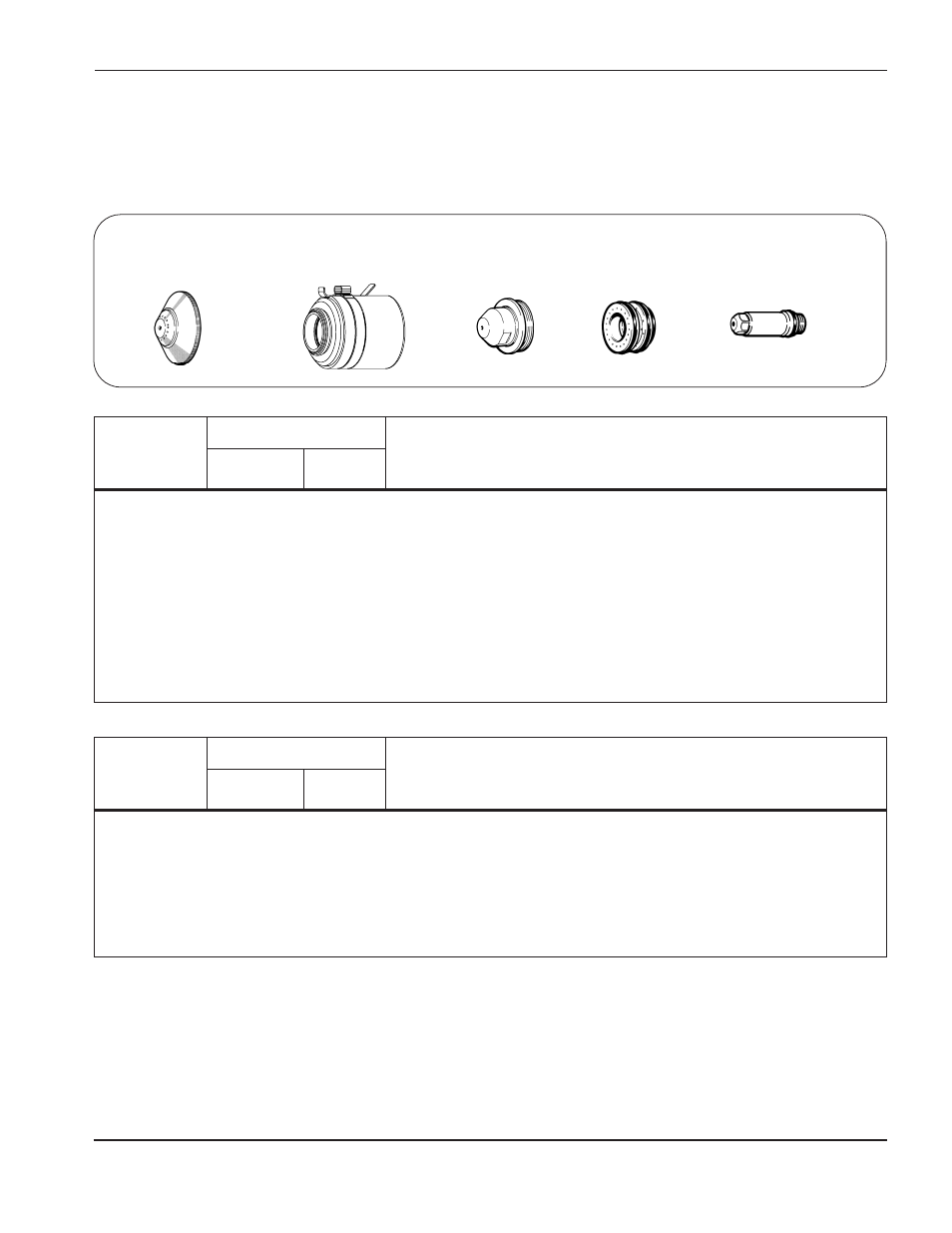
Acero al carbono
200 A – Plasma O
2
/gas protector aire
Esta combinación de gases provee una velocidad superior de corte, mínimo nivel de escorias, mínima nitrificación
en la superficie y es muy soldable.
120667 (estándar)
Electrodo
220084 (opcional)
SilverPlus electrodo
+
020605
Boquilla
120837 (a la derecha)
120838 (izquierda)
Capuchón de retención
020424
Aislador
120833* (a la derecha)
120834 (izquierda)
Difusor
% Flujo del
Presión
Distancia
Altura inicial
Ajuste
Tiempo aprox.
gas plasma
del gas pro-
antorcha-
de la antorcha,
voltaje
Velocidad de
de retraso de
Espesor
Preflujo
Marcha
tector (Aire)
pieza
para perforar
de arco
desplazamiento
movimiento
del metal
(% O
2
% N
2
)
(% O
2
% N
2
)
(lbs/pulg.
2
/bares)
(mm)
(mm)
(V)
(mm/min)
(seg.)
% Flujo del
Presión
Distancia
Altura inicial
Ajuste
Tiempo aprox.
gas plasma
del gas pro-
antorcha-
de la antorcha,
voltaje
Velocidad de
de retraso de
Espesor
Preflujo
Marcha
tector (Aire)
pieza
para perforar
de arco
desplazamiento
movimiento
del metal
(% O
2
% N
2
)
(% O
2
% N
2
)
(lbs/pulg.
2
/bares)
(mm)
(mm)
(V)
(mm/min)
(seg.)
1
⁄
4
"
6 mm
12
38
64
0
60/4
3
6
120
4060
0,5
0,315"
8 mm
3
6
125
3000
0,5
3
⁄
8
"
10 mm
7/24
37
130
3
6
125
2540
1,0
1
⁄
2
"
12 mm
l/min
l/min
l/min
4
8
125
2030
2,0
5
⁄
8
"
15 mm
4
8
130
1780
2,0
3
⁄
4
"
20 mm
5
10
135
1400
2,5
7
⁄
8
"
22 mm
6
12
135
1140
2,5
1"
25 mm
6
12
140
890
2,5
1
1
⁄
4
"
32 mm
6
12
150
560
1
1
⁄
2
"
38 mm
6
12
155
380
1
3
⁄
4
"
44 mm
8
15
165
250
2"
50 mm
8
15
170
180
Nota:
Fije la presión de entrada del oxígeno gas plasma a 8,3 bar.
Fije la presión de entrada del nitrógeno gas plasma a 8,3 bar.
Fije la presión de entrada del gas protector a 6,2 bar.
No se recomienda corte de producción arriba de un espesor de 25 mm.
No se recomienda el corte automático arriba de 38 mm de espesor.
*Utilice el difusor 020679 en lugar del difusor 020678 para obtener bordes más lisos en materiales de 6 mm a
8 mm de espesor, pero espere una reducción de 30%–40% en la duración del electrodo.
+ “SilverPlus” proporciona duración incrementada a los usuarios de ciclo de trabajo alto en la mayoría de las
aplicaciones. El hafnio se desgasta aproximadamente dos veces la profundidad de la de los electrodos hechos
completamente de cobre (120667). Tal vez debería incrementarse el voltaje del arco por 5-10 voltios en toda la
vida útil del electrodo para mantener los parámetros apropiados de la altura de corte.
1
⁄
4
"
6 mm
12
38
64
0
70/4,8
3
6
125
3700
0,5
.315"
8 mm
3
6
125
2800
0,5
3
⁄
8
"
10 mm
7/24
37
130
3
6
130
2000
1,0
1
⁄
2
"
12 mm
l/min
l/min
l/min
3
6
130
1800
2,0
5
⁄
8
"
15 mm
4
8
135
1500
2,0
3
⁄
4
"
20 mm
5
10
140
1200
2,5
7
⁄
8
"
22 mm
6
12
140
950
3,0
1"
25 mm
6
12
145
680
3,0
75 mm bajo agua
Sobre agua