1 generalidades sobre los ciclos de palpación, Modo de funcionamiento – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manual del usuario
Página 300
300
Trabajar con ciclos de palpación
13.1 Gener
a
lidades sobr
e los ciclos de palpación
13.1 Generalidades sobre los ciclos
de palpación
Modo de funcionamiento
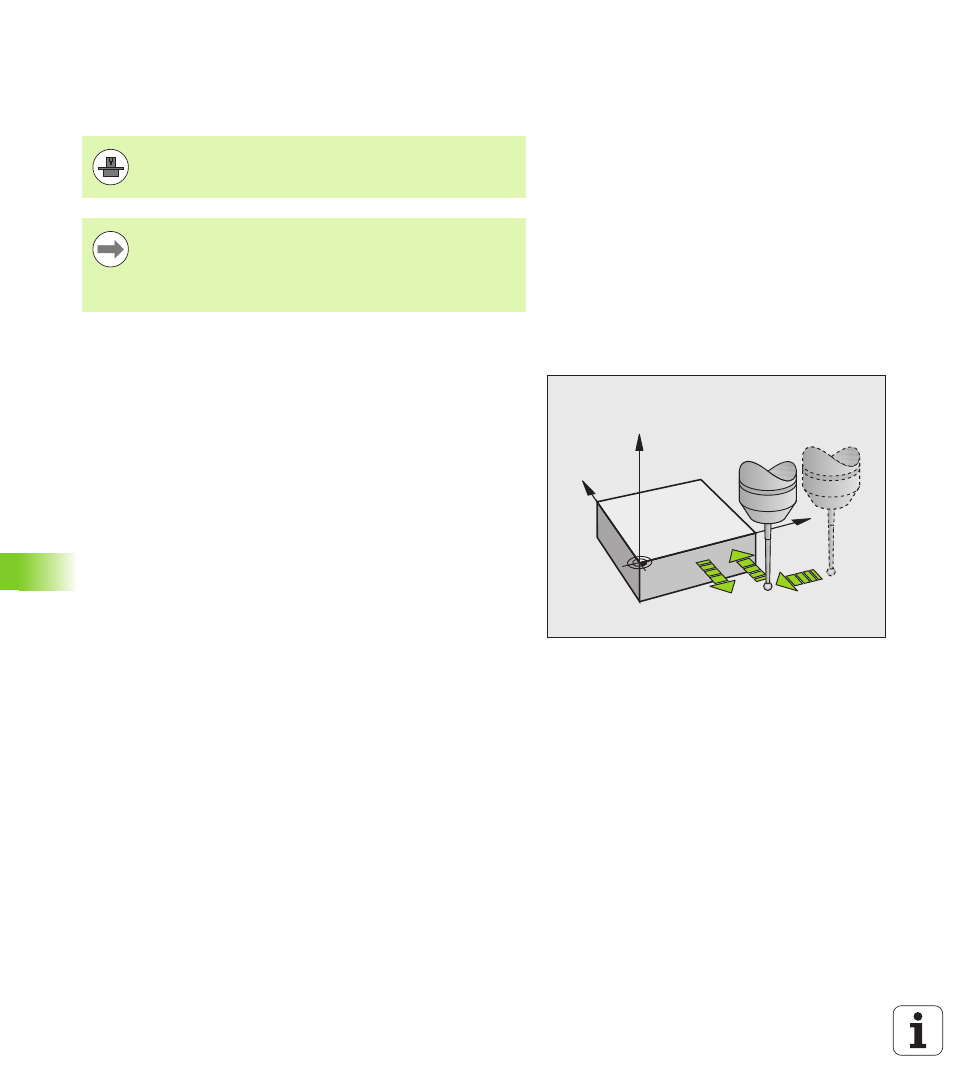
Cuando el TNC ejecuta un ciclo de palpación, el palpador 3D se
aproxima a la pieza (incluso con el giro básico activado y en plano de
mecanizado inclinado). El constructor de la máquina determina el
avance de palpación en un parámetro de máquina (véase la sección
"Antes de trabajar con ciclos de palpación" en este capítulo).
Cuando el palpador roza la pieza,
el palpador 3D emite una señal al TNC: se memorizan las
coordenadas de la posición palpada
se para el palpador 3D y
retrocede en avance rápido a la posición inicial del proceso de
palpación
Cuando dentro de un recorrido determinado no se desvía el vástago,
el TNC emite el aviso de error correspondiente (recorrido: MP6130).
El TNC debe estar preparado por el fabricante de la
máquina para el empleo de palpadores 3D. Consultar el
manual de la máquina.
Si se llevan a cabo las medidas durante el desarrollo del
programa, tener en cuenta que los datos de la herramienta
(longitud, radio) se pueden emplear tanto a partir de los
datos calibrados como a partir de la última frase TOOL CALL
(selección mediante MP7411).
Y
X
Z
F
F MAX
F