Fresar rosca en el plano yz g806, 1 1 din plus (eje y): ciclos de fr esado – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Manual del usuario
Página 66
66
1
.1
1
DIN PLUS (eje Y): ciclos de fr
esado
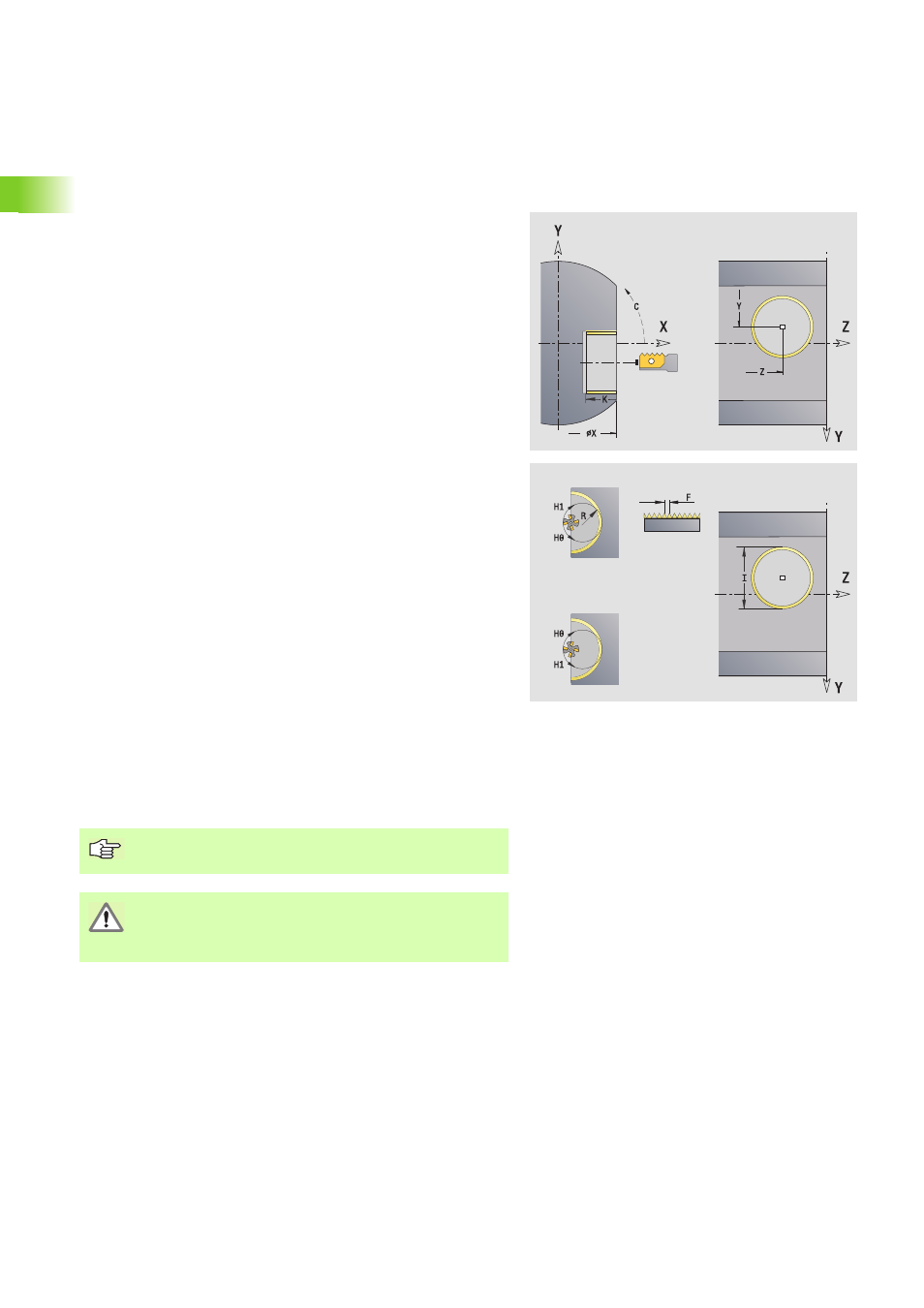
Fresar rosca en el plano YZ G806
A partir del Software versión 625 952-05: G806 fresa una rosca en un
taladro existente.
El ciclo posiciona la herramienta dentro del taladro sobre el "punto final
de la rosca". Luego la herramienta se aproxima con el "radio de entrada
R" y realiza el fresado de la rosca. Con ello, la herramienta se aproxima
con cada revolución con el paso "F". A continuación, el ciclo retira la
herramienta y ésta regresa al punto de partida. En el parámetro V se
programa si el fresado de la rosca se realiza con una revolución o, en
el caso de herramientas con una cuchilla, con varias revoluciones.
Parámetros
I
Diámetro de rosca
X
Punto inicial X
K
Profundidad de rosca
R
Radio de entrada
F
Paso de rosca
J
Sentido de roscado (por defecto: 0)
0: roscado a derecha
1: Roscado a izqui.
H
Dirección de desarrollo del fresado (por defecto: 0)
0: Marcha inversa
1: Marcha sincron.
V
Una vez / varias veces
0: se fresa la rosca con un giro de 360°
1: se fresa la rosca con varios giros (herramienta de una
cuchilla)
O
Freno de husillo (O se evalúa si en el parámetro de máquina
1019, ... se ha registrado el freno) - por defecto: 0
0: activar freno de cabezal
1: no activar freno de cabezal
Utilice herramientas de fresado de rosca para el ciclo
G806.
¡Atención: Peligro de colisión!
La profundidad de taladro debe ser como mínimo F/2 más
profundo que la profundidad de la rosca.