Opción #9) – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manual del usuario
Página 444
Programación: Mecanizado multieje
12.4 Funciones auxiliares para ejes giratorios
12
444
TNC 640 | Modo de empleo Programación DIN/ISO | 4/2015
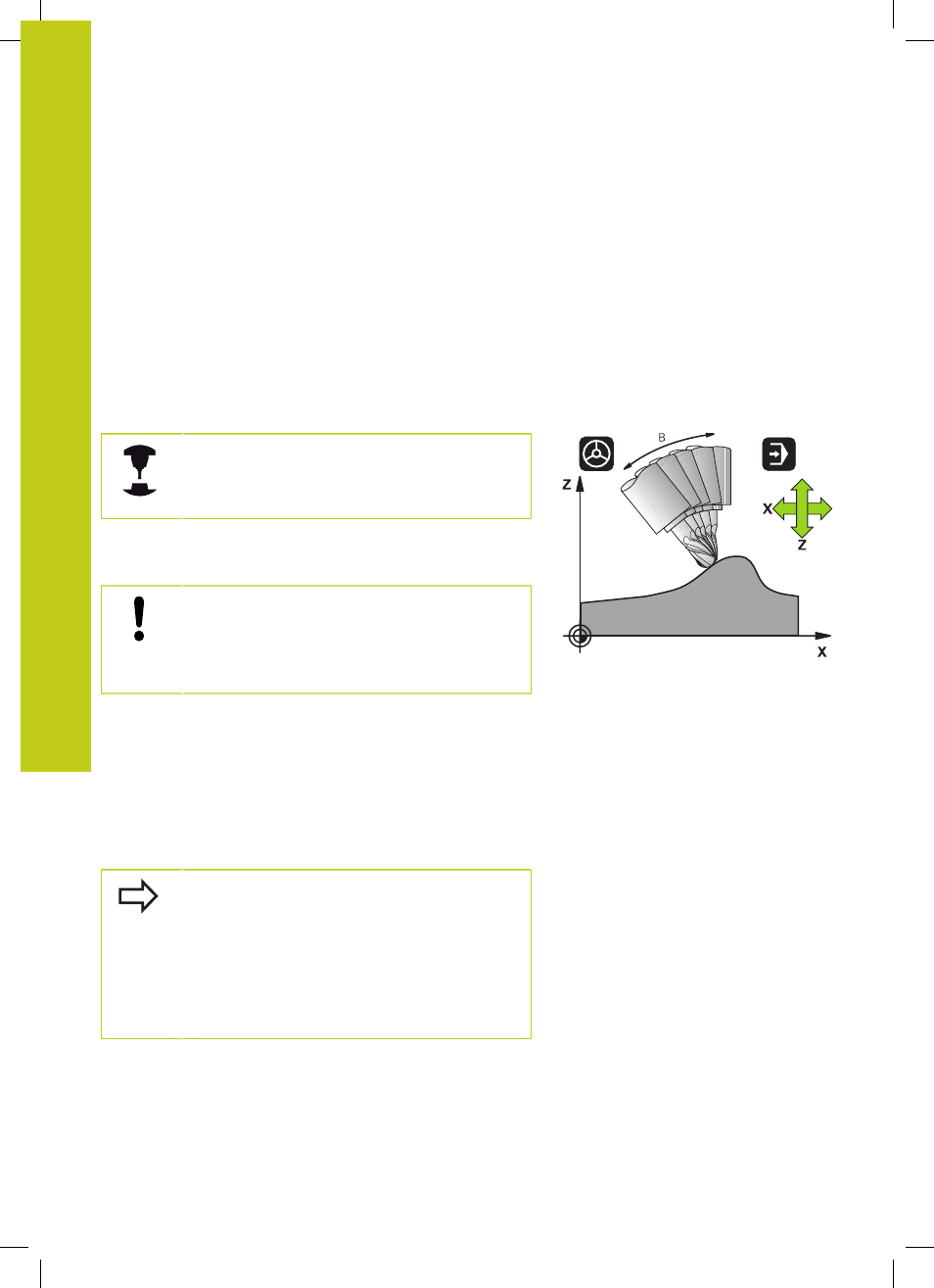
La posición de la punta de la herramienta se
mantiene al posicionar los ejes basculantes (TCPM):
M128 (opción #9)
Comportamiento estándar
El TNC desplaza la herramienta a las posiciones determinadas en
el programa de mecanizado. Cuando en un programa se modifica
la posición de un eje basculante, debe calcularse la desviación
resultante en los ejes lineales y desplazarse en una frase de
posicionamiento.
Comportamiento con M128 (TCPM: Tool Center Point
Management)
El constructor de la máquina deberá determinar la
geometría de ésta en la descripción de la cinemática.
Cuando en un programa se modifica la posición de un eje
basculante controlado, durante el proceso de inclinación no varía la
posición del extremo de la hta. respecto a la pieza.
¡Atención! ¡Peligro para la pieza!
En ejes basculantes con dentado Hirth: La posición
del eje basculante solo cambia cuando se ha
retirado la hta. De lo contrario se puede perjudicar el
contorno al salir del dentado.
Detrás de
M128 se puede introducir un avance con el cual el TNC
realiza el movimiento de compensación en los ejes lineales.
Para poder modificar la posición del eje basculante con el volante
durante la ejecución del programa, se emplea
M128 junto con
M118. La superposición de un posicionamiento con volante tiene
lugar con
M128 activo, dependiendo del ajuste en el menú 3D-
ROT del modo de funcionamiento
Manual, en el sistema de
coordenadas activo o en el sistema de coordenadas fijo de la
máquina.
Antes de realizar posicionamientos con
M91 o M92 y
delante de una frase
T: RESETEAR M128
Para evitar daños en el contorno, con
M128 solo se
puede emplear una fresa esférica.
La longitud de la herramienta debe referirse al centro
de la esfera de la fresa esférica
Cuando está activado
M128, el TNC indica en la
visualización del estado el símbolo TCPM.