HEIDENHAIN TNC 640 (34059x-05) ISO programming Manual del usuario
Página 430
Programación: Mecanizado multieje
12.2 La función PLANE: Girar el plano de mecanizado (opción #8)
12
430
TNC 640 | Modo de empleo Programación DIN/ISO | 4/2015
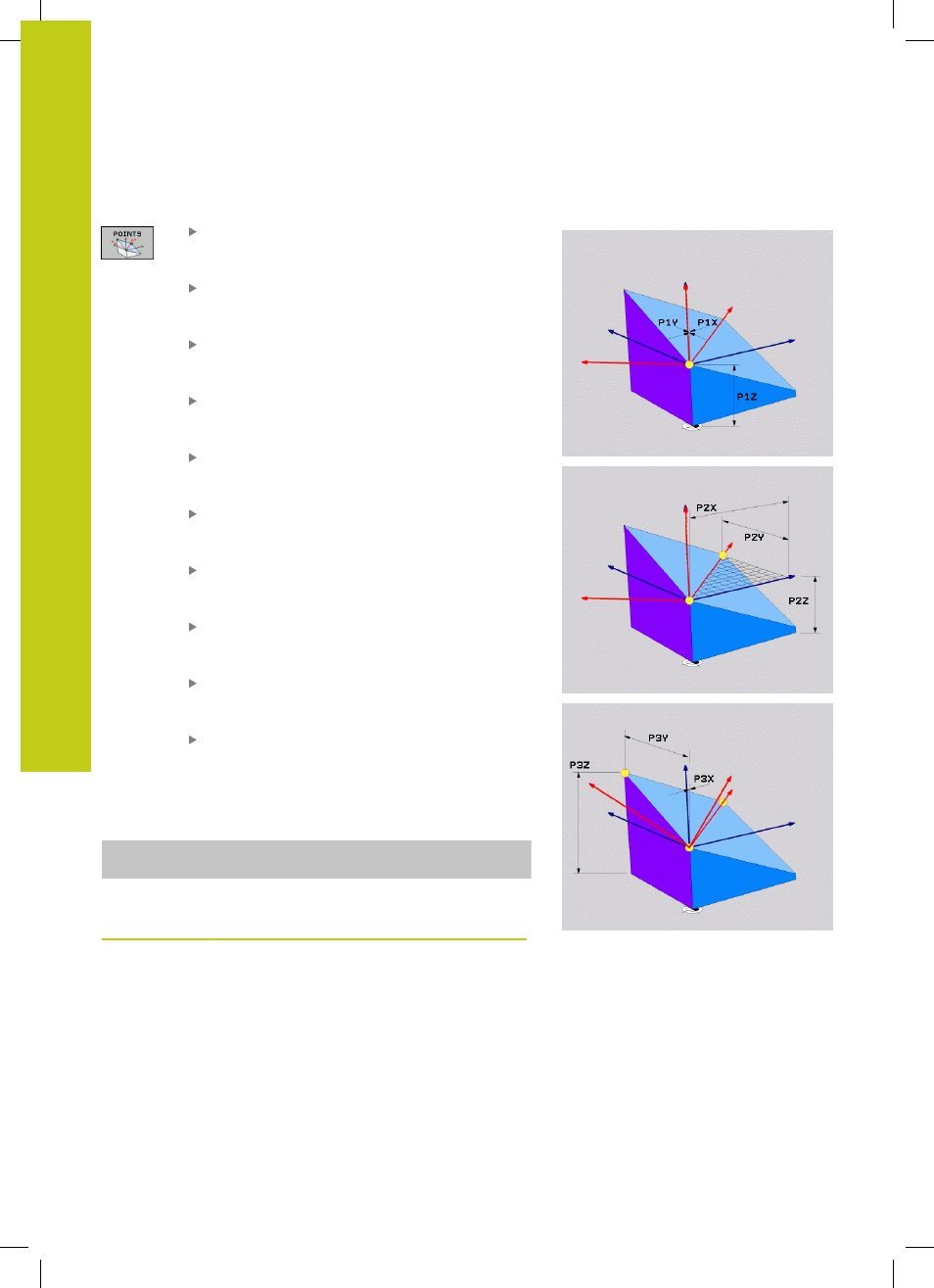
Parámetros de introducción
¿Coordenada X 1er punto del plano?:
Coordenada X
P1X del 1er punto del plano (véase
la figura superior derecha)
¿Coordenada Y 1er punto del plano?:
Coordenada Y
P1Y del 1er punto del plano (véase
la figura superior derecha)
¿Coordenada Z 1er punto del plano?:
Coordenada Z
P1Z del 1er punto del plano (véase
la figura superior derecha)
¿Coordenada X 2o punto del plano?: Coordenada
X
P2X del 2o punto del plano (véase la figura
centro derecha)
Coordenada Y ¿2º punto del plano?: Coordenada
Y
P2Y del 2º punto del plano (véase la figura
centro derecha)
¿Coordenada Z 2o punto del plano?: Coordenada
Z
P2Z del 2o punto del plano (véase la figura
centro derecha)
¿Coordenada X 3er punto del plano?:
Coordenada X
P3X del 3º punto del plano (véase la
figura inferior derecha)
¿Coordenada Y 3er punto del plano?:
Coordenada Y
P3Y del 3er punto del plano (véase
la figura inferior derecha)
¿Coordenada Z 3er punto del plano?:
Coordenada Z
P3Z del 3er punto del plano (véase
la figura inferior derecha)
Continuar con las propiedades de
posicionamientover "Determinar el
comportamiento de posicionamiento de la función
PLANE", página 434
Frase NC
N50 PLANE POINTS P1X+0 P1Y+0 P1Z+20 P2X+30 P2Y+31 P2Z+20
P3X+0 P3Y+41 P3Z+32.5 .....*
Abreviaturas utilizadas
Abreviatura
Significado
POINTS
Inglés
points
= puntos