Aproximación y salida del contorno 6.3 – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manual del usuario
Página 215
Aproximación y salida del contorno
6.3
6
TNC 640 | Modo de empleo Programación DIN/ISO | 4/2015
215
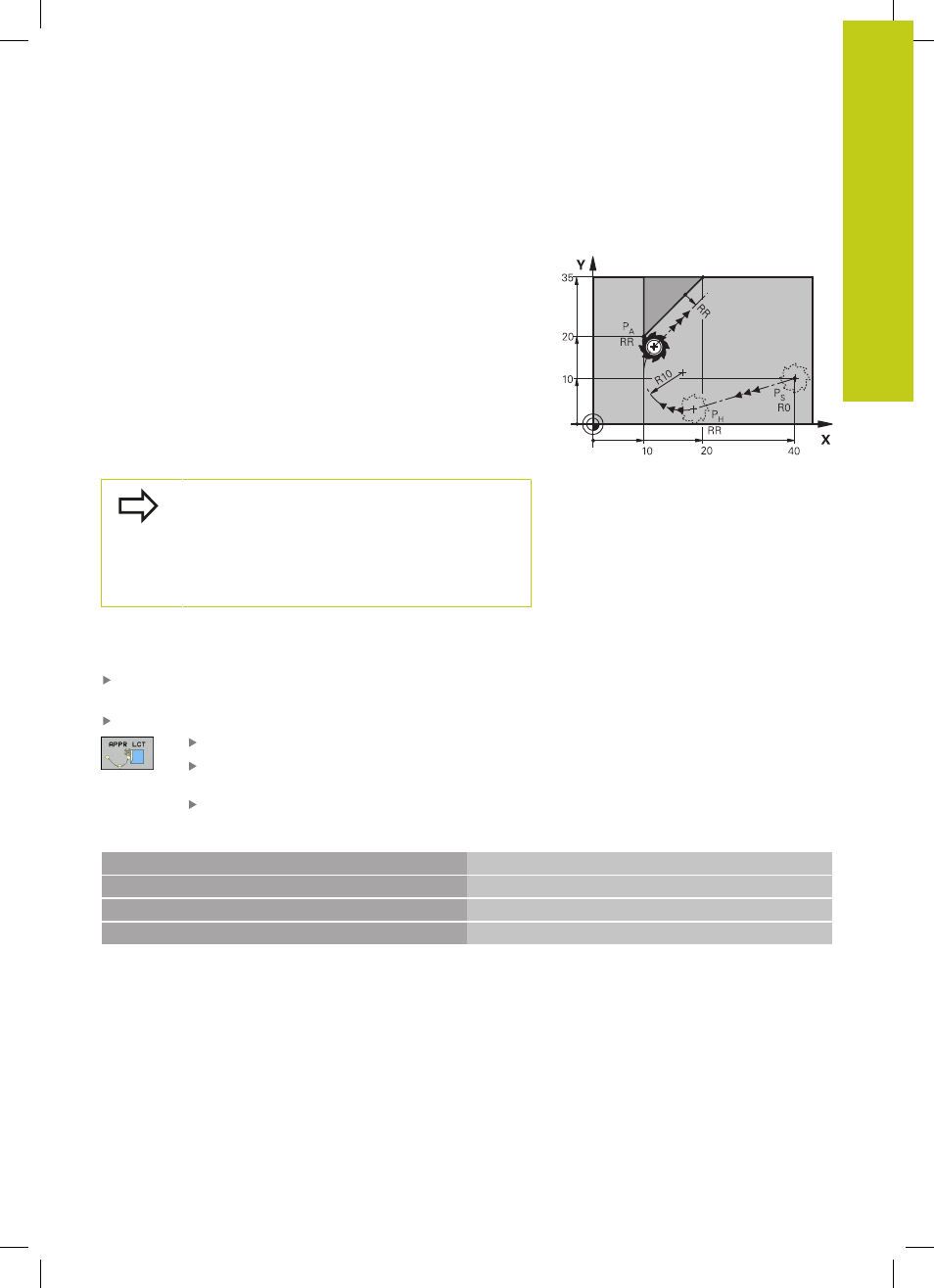
Aproximación según una trayectoria circular
tangente al contorno y a una recta: APPR LCT
El TNC desplaza la herramienta según una recta desde el punto
de partida P
S
a un punto auxiliar P
H
. Desde allí se aproxima según
una trayectoria circular al primer punto del contorno P
A
. El avance
programado en la frase APPR es válido para todo el tramo que el
TNC recorre en la frase de arranque (tramo P
S
– P
A
).
Si en la frase de aproximación se programan los tres ejes
principales X, Y y Z, el TNC hace desplazar la herramienta desde
el punto inicial P
S
primeramente al plano de mecanizado y, a
continuación, en el eje de la herramienta hasta el punto auxiliar
P
H
. Desde el punto auxiliar P
H
al punto de contorno P
A
, el control
numérico hace desplazar la herramienta únicamente en el plano de
mecanizado.
Tener en cuenta este comportamiento si se importan
programas de controles numéricos antiguos Dado el
caso, adaptar los programas.
Los controles numéricos más antiguos hacen el
guiado hacia el punto auxiliar P
H
en los tres ejes
principales simultáneamente.
La trayectoria circular conecta tanto la recta P
S
- P
H
como el primer
elemento del contorno tangencial. De esta forma la trayectoria se
determina claramente mediante el radio R.
Cualquier tipo de trayectoria: Aproximación al punto de partida
P
S
Abrir el diálogo con la tecla
APPR/DEP y la Softkey APPR LCT:
Coordenadas del primer punto de contorno P
A
Radio R de la trayectoria circular. Introducir R
positivo
Corrección de radio
G41/G42 para el mecanizado
R0=G40; RL=G41; RR=G42
Ejemplo de frases NC
N70 G00 X+40 Y+10 G40 M3
Aproximación a PS sin corrección de radio
N80 APPR LCT X+10 Y+20 Z-10 R10 G42 F100
PA con corrección de radio. G42, Radio R=10
N90 G01 X+20 Y+35
Punto final del primer elemento de contorno
N100 G01 ...
Siguiente elemento de contorno