Funcionamiento, Indicaciones sobre la programación – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manual del usuario
Página 278
Programación: Subprogramas y repeticiones parciales de un programa
8.4
Cualquier programa como subprograma
8
278
TNC 640 | Modo de empleo Programación DIN/ISO | 4/2015
Funcionamiento
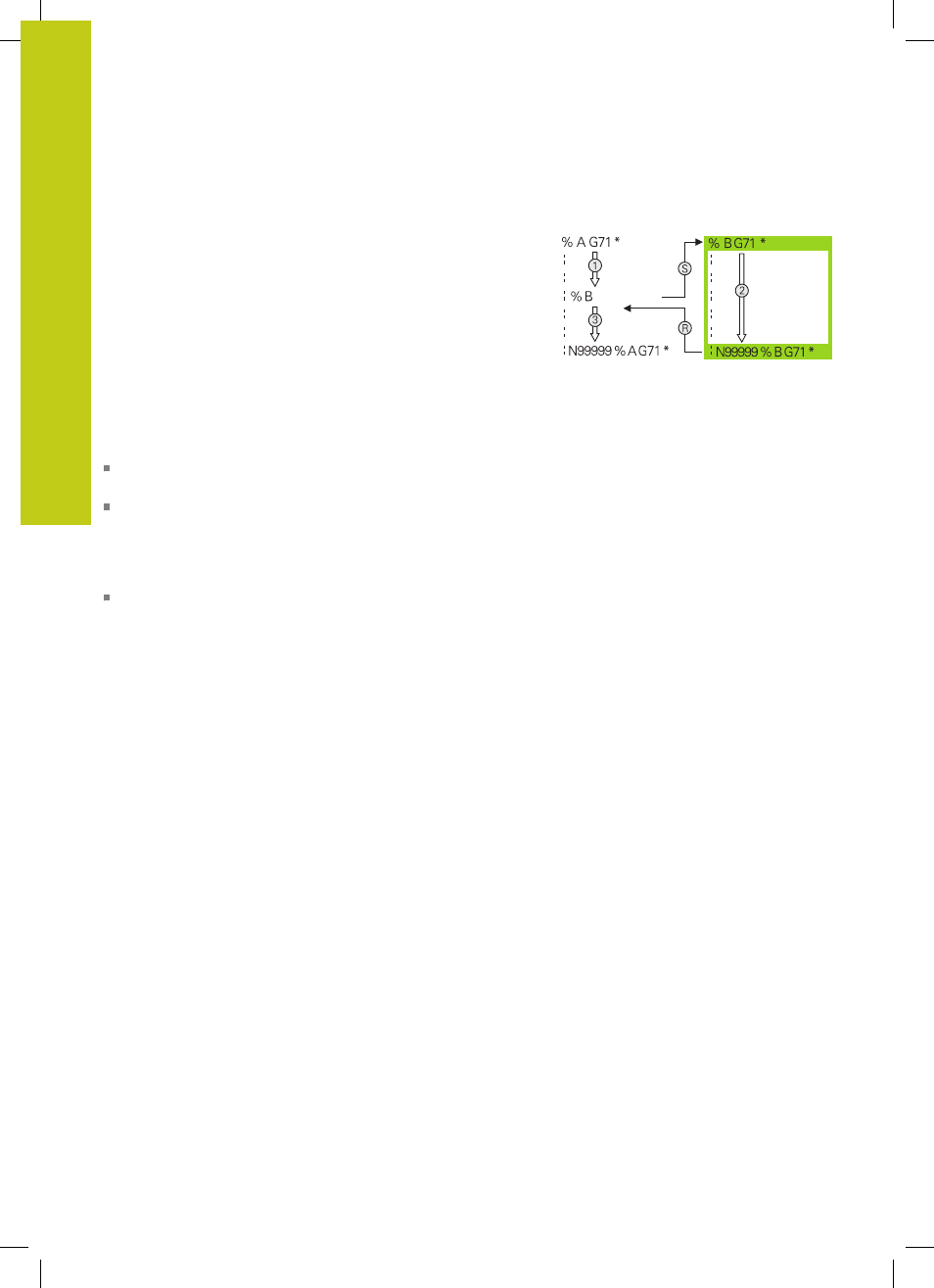
1 El TNC ejecuta el programa de mecanizado, hasta que se llama
a otro programa de mecanizado con
%
2 A continuación, el TNC ejecuta el programa llamado hasta el
final del programa
3 Después, el TNC continúa con la ejecución del programa de
mecanizado que sigue a la llamada del programa
Indicaciones sobre la programación
El TNC no precisa de los labels para poder llamar a cualquier
programa de mecanizado
El programa llamado no puede contener la función auxiliar
M2 o M30. Si se han definido subprogramas con labels en el
programa llamado, entonces se debe reemplazar la función M2
o M30 por la función de salto
D09 P01 +0 P02 +0 P03 99, para
ignorar forzosamente esta parte del programa
El programa de mecanizado llamado no deberá contener
ninguna llamada
% al programa de mecanizado original (ciclo sin
fin)