2 subprogramas, Funcionamiento, Indicaciones sobre la programación – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manual del usuario
Página 273: Programación de un subprograma, Subprogramas, Subprogramas 8.2
Subprogramas
8.2
8
TNC 640 | Modo de empleo Programación DIN/ISO | 4/2015
273
8.2
Subprogramas
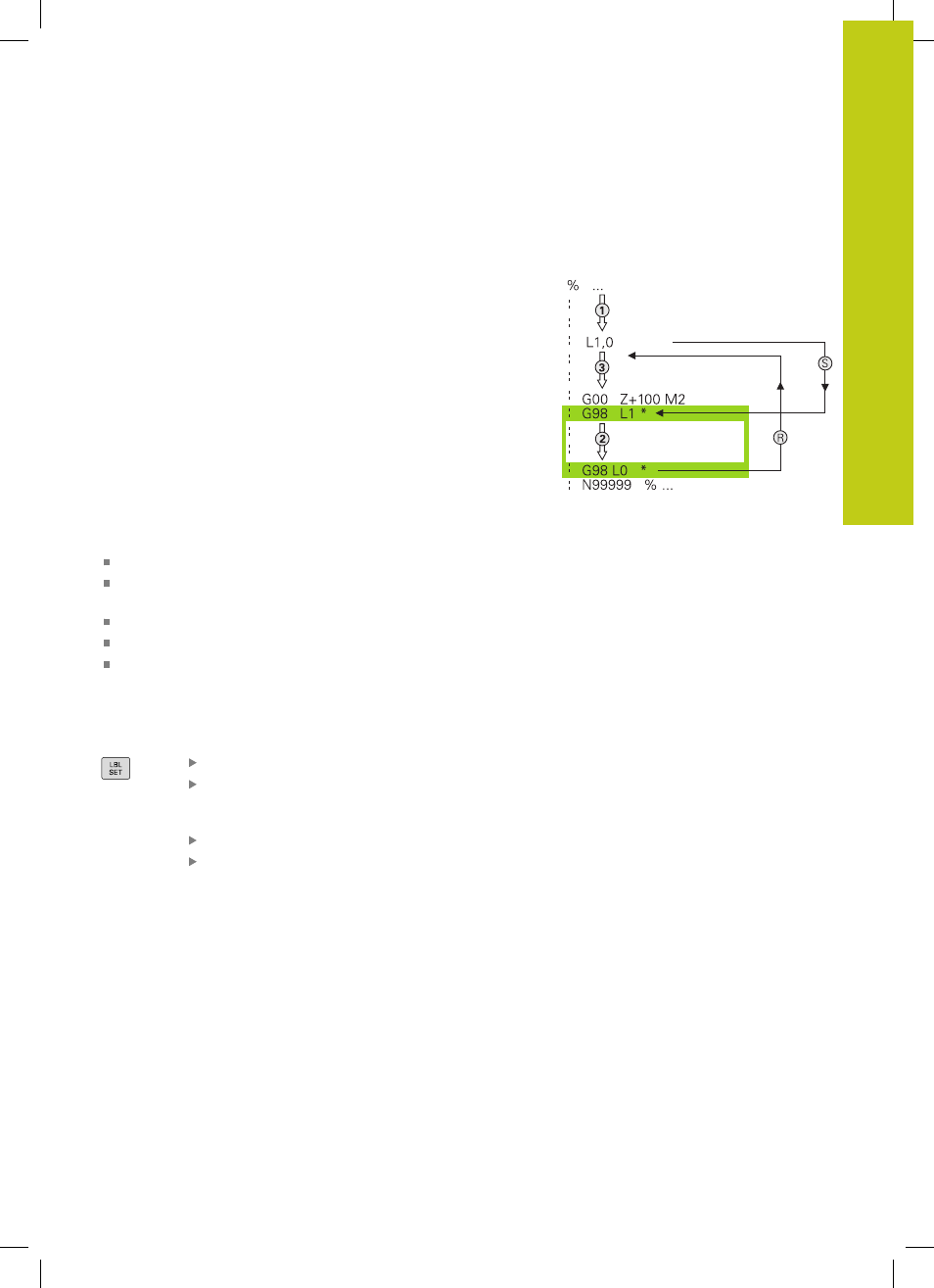
Funcionamiento
1 El TNC ejecuta el programa de mecanizado hasta una llamada a
un subprograma
Ln,0
2 A partir de aquí el TNC ejecuta el subprograma llamado hasta el
final del subprograma
G98 L0.
3 Después el TNC prosigue el programa de mecanizado con la
frase que sigue a la llamada al subprograma
Ln,0.
Indicaciones sobre la programación
Un programa principal puede contener muchos subprogramas.
Los subprogramas se pueden llamar en cualquier secuencia
tantas veces como se desee.
Un subprograma no puede llamarse a si mismo.
Programar los subprogramas detrás de la frase con M2 o M30
Cuando los subprogramas se encuentran en el programa
de mecanizado delante de la frase con M2 o M30, éstos se
ejecutan sin llamada como mínimo una vez
Programación de un subprograma
Marcar el comienzo Pulsar la tecla
LBL SET
Introducir el número del subprograma. Si se quiere
emplear nombres de LABEL: Pulsar la Softkey
LBL-NAME para cambiar a introducción de texto
Introducir el contenido
Marcar el final: pulsar la tecla
LBL SET e introducir
el número de Label
0