HEIDENHAIN TNC 640 (34059x-05) ISO programming Manual del usuario
Página 435
La función PLANE: Girar el plano de mecanizado (opción #8) 12.2
12
TNC 640 | Modo de empleo Programación DIN/ISO | 4/2015
435
Si se ha seleccionado la opción
TURN (la función PLANE debe
realizar la inclinación automáticamente sin movimiento de
compensación), ¿está aún el siguiente parámetro descrito
Avance?
F= a definir.
Si se utiliza la función
PLANE en combinación con
STAY, entonces deben inclinarse los ejes giratorios
en una frase separada de posicionamiento después
de la función
PLANE.
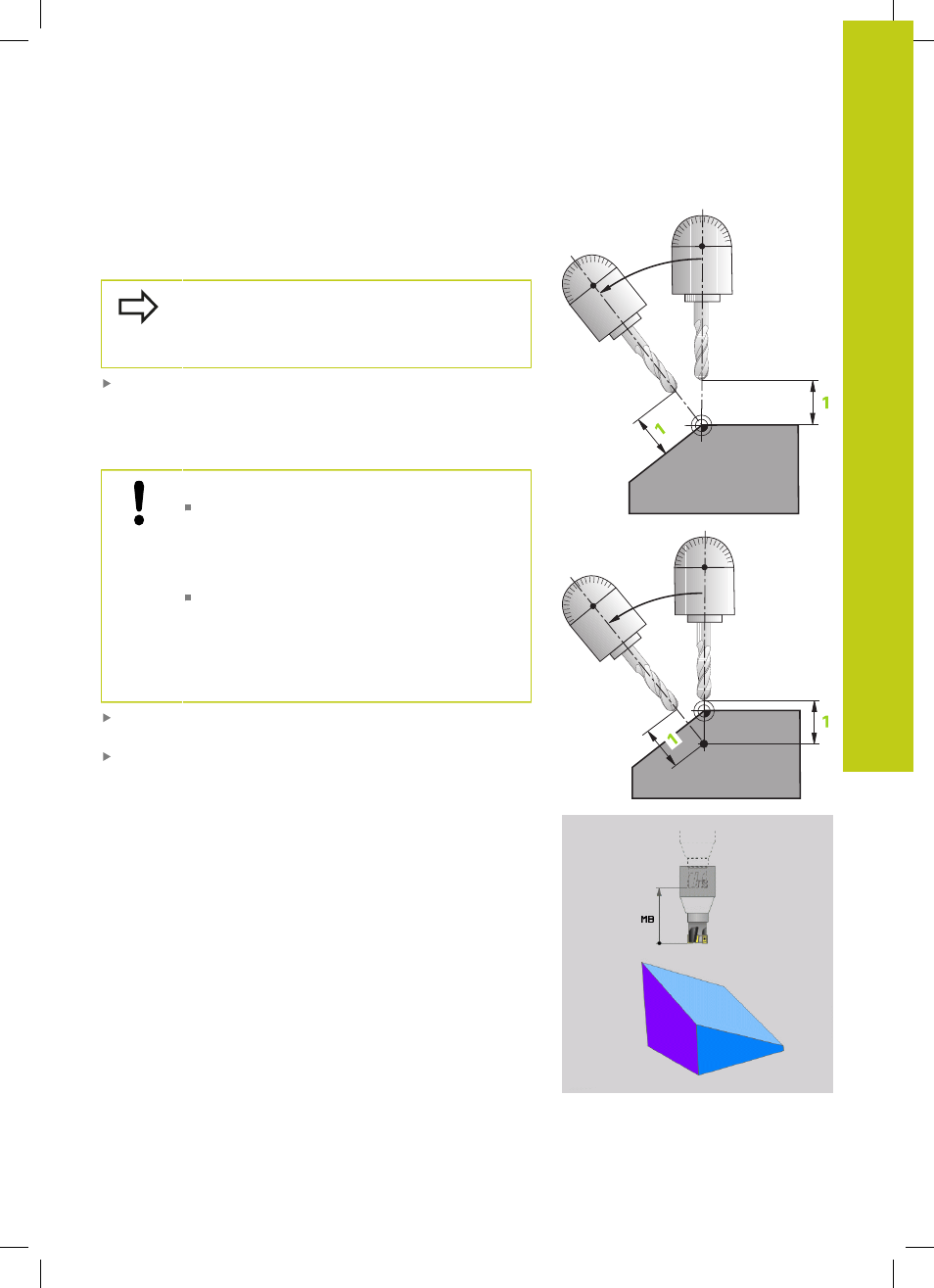
Distancia desde punto de giro a la punta de la hta.
(incremental): El TNC hace bascular la herramienta (la mesa)
alrededor de la punta de la herramienta. Mediante el parámetro
DIST se desplaza el punto de giro del movimiento de inclinación
en referencia a la posición actual de la punta de la herramienta
Deberá tenerse en cuenta:
Si la herramienta antes de inclinarse ya está a
la distancia de la pieza que se ha introducido,
después de la inclinación, la herramienta queda,
visto relativamente, en la misma posición (véase
la figura del centro a la derecha,
1
= DIST.)
Si la herramienta antes de inclinarse no está a
la distancia de la pieza que se ha introducido,
después de la inclinación, la herramienta queda,
visto relativamente, desplazada respecto de la
posición original (véase la figura inferior derecha,
1
= ABST)
¿Avance? F=: Velocidad de trayectoria con la que debe inclinarse
la herramienta
¿Longitud de retirada en el eje de hta.?: distancia de retirada
MB, efecto incremental de la posición actual de herramienta en
la dirección del eje de herramienta activa, que efectúa el TNC
antes del proceso de entrada
.
MB MAX retira la herramienta
hasta justo delante del interruptor final de software