Elaboración de un programa de ciclos, 3 pr ogr a mar la pr imer a pieza – HEIDENHAIN iTNC 530 (60642x-03) Manual del usuario
Página 63
HEIDENHAIN iTNC 530
59
1
.3 Pr
ogr
a
mar la pr
imer
a pieza
Elaboración de un programa de ciclos
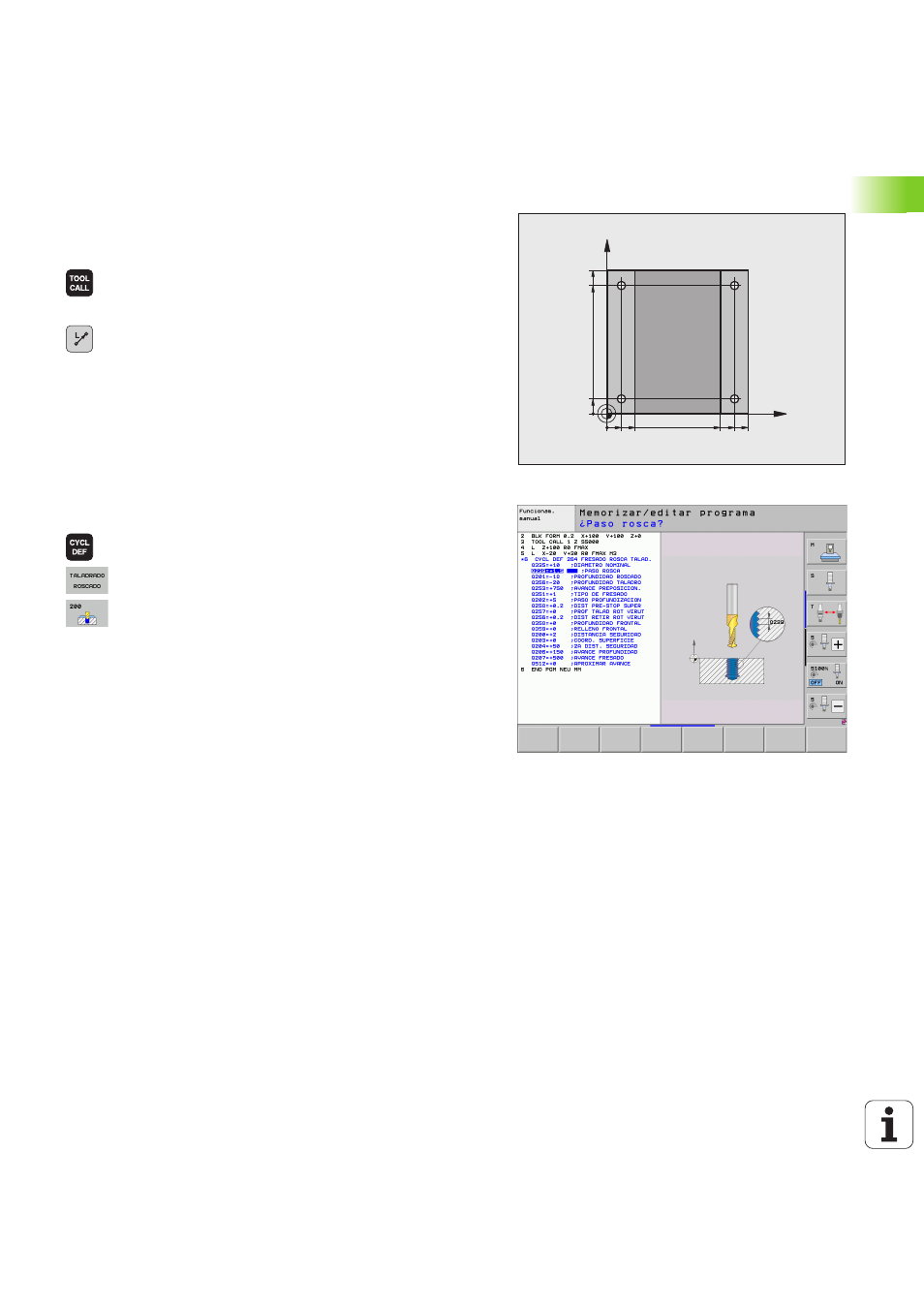
Los taladros mostrados en la imagen a la derecha (profundidad 20 mm)
se deben realizar con un ciclo de taladro estándar. La definición de la
pieza en bruto ya está creada.
Llamar herramienta: Introducir los datos de
herramienta. Confirmar los datos cada vez con la tecla
ENT, no olvidar el eje de herramienta.
Retirar herramienta: pulsar la tecla de eje naranja Z
para retirar en el eje de la herramienta e introducir el
valor para la posición que se debe buscar, p. ej. 250.
Confirmar con la tecla ENT
Corrección de radio: RL/RR/Sin correcc.?
confirmar con la tecla ENT: corrección de radio sin
activar
Avance F=?
confirmar con la tecla ENT: desplazar en
marcha rápida (FMAX)
Función auxiliar M?
confirmar con la tecla END: el
TNC guarda la frase de desplazamiento introducida
Llamar el menú Ciclos
Mostrar ciclos de taladro
Seleccionar el ciclo de taladro estándar 200: el TNC
inicia el diálogo para la definición del ciclo. Introducir
paso a paso los parámetros solicitados por el TNC,
confirmar la introducción cada vez con la tecla ENT.
En la ventana a la derecha, el TNC muestra un gráfico
con el parámetro de ciclo correspondiente.
X
Y
20
10
100
100
10
90
90
80