HEIDENHAIN iTNC 530 (60642x-03) Manual del usuario
Página 533
HEIDENHAIN iTNC 530
529
12.6 Cor
rección tr
idimensional de la her
ramienta (Opción de sof
tw
a
re
2)
Función
Si se ejecuta un programa con vectores normalizados de superficie y
para la herramienta activa se ha asignado una tabla de valores de
corrección dentro de la tabla de herramientas TOOL.T (columna
DR2TABLE
), entonces el TNC considera los valores de la tabla de valores
de corrección en lugar del valor de corrección DR2 en TOOL.T.
Con ello, el TNC considera el valor de corrección de la tabla de valores
de corrección definido para el punto de contacto actual de la
herramienta con la pieza. Si el punto de contacto se encuentra entre
dos puntos de contorno, el TNC interpola el valor de corrección linear
entre los dos ángulos más próximos.
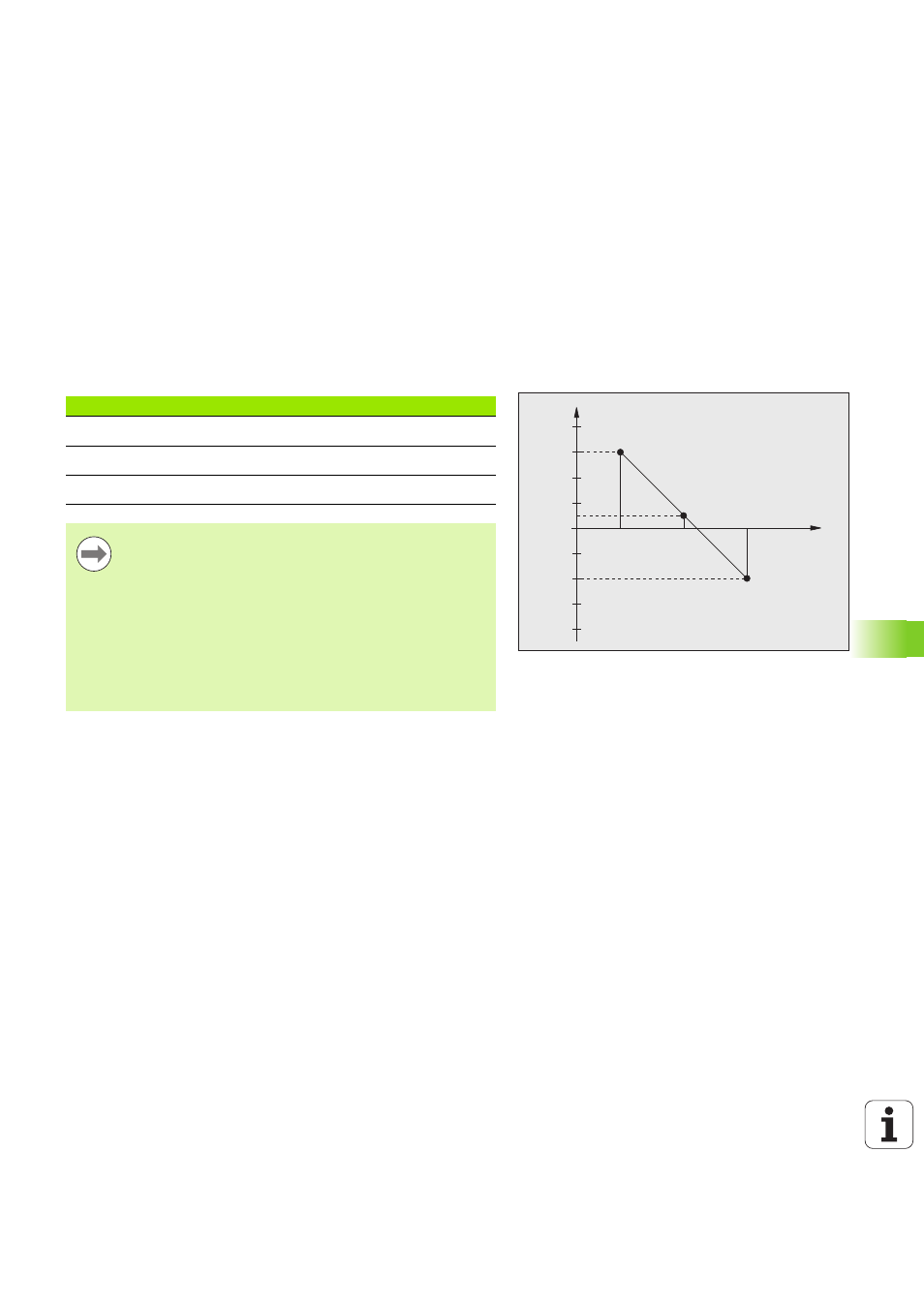
Ejemplo:
+0.04
+0.03
+0.02
+0.01
+0.005
0.04
0.03
0.02
0.01
40°
45°
50°
NOM - DR2
ANGLE
0
Valor de ángulo
Valor de corrección
40°
+0,03 mm (medido)
50°
-0,02 mm (medido)
45° (punto de contacto)
+0,005 mm (interpolado)
El TNC emite asimismo un aviso de error, si no puede
determinar un valor de corrección mediante interpolación.
La programación de M107 (suprimir aviso de error con
valores de corrección positivos) no es necesario, ni para un
valor de corrección positivo.
El TNC considera o el DR2 de TOOL.T o un valor de
corrección de la tabla de valores de corrección. Si es
necesario, se pueden definir Offsets adicionales como p.
ej. una sobremedida de superficie mediante el DR2 en la
frase TOOL CALL.