Abrir nuevo programa de mecanizado – HEIDENHAIN TNC 320 (77185x-01) ISO programming Manual del usuario
Página 90
Programación: Principios básicos, Gestión de ficheros
3.2
Abrir programas e introducir datos
3
90
TNC 320 | Modo de empleo Programación DIN/ISO | 5/2014
Abrir nuevo programa de mecanizado
Un programa de mecanizado se introduce siempre en el modo
de funcionamiento
PROGRAMAR. Ejemplo de la apertura de un
programa:
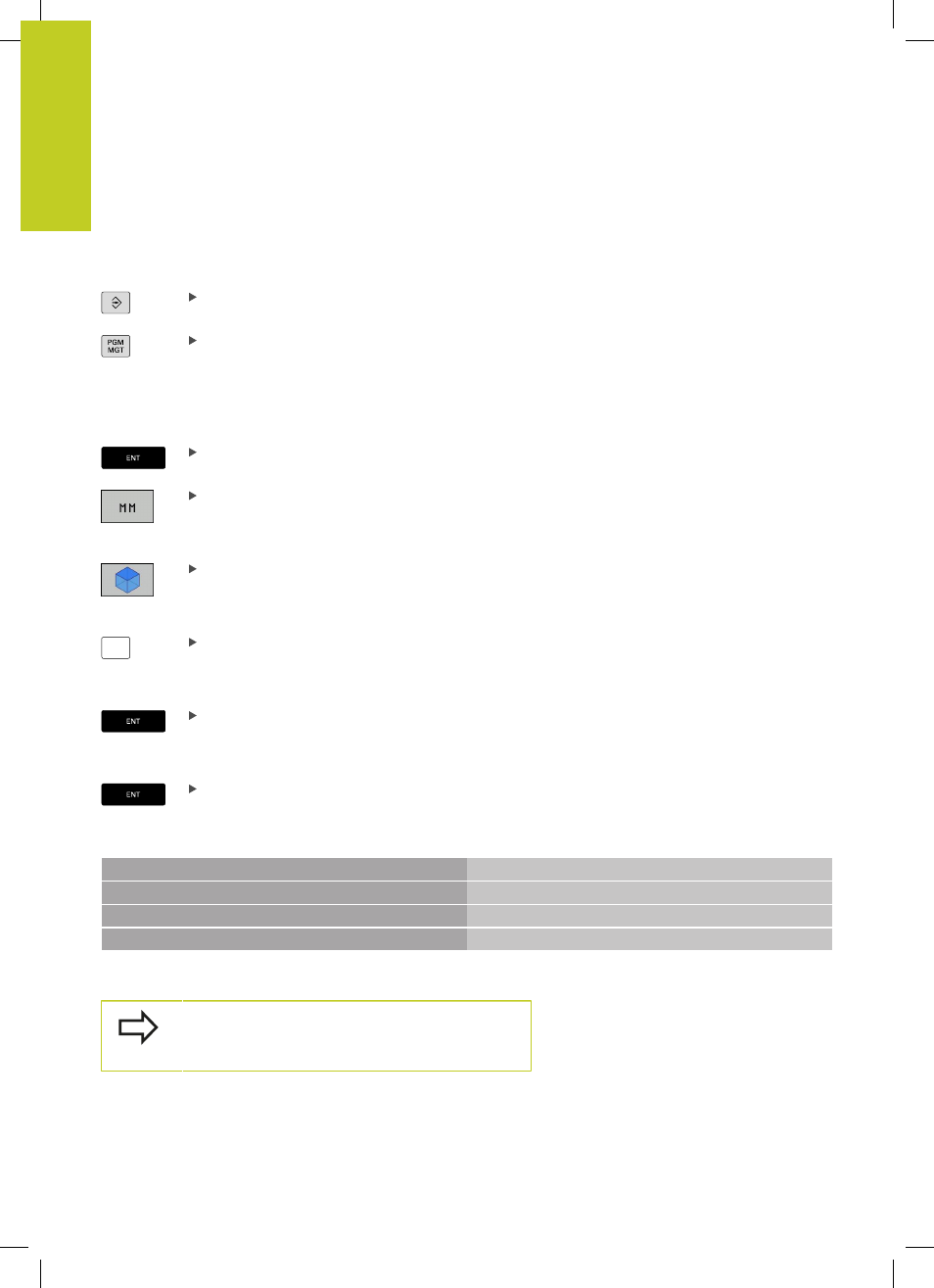
Seleccionar el modo de funcionamiento
PROGRAMACIÓN
Iniciar la gestión de ficheros: Pulsar la tecla PGM
MGT
Seleccionar el directorio en el cual se quiere memorizar el nuevo
programa:
.I
Introducir el nuevo nombre del programa y
confirmar con la tecla ENT
Seleccionar la unidad métrica: Pulsar la Softkey
MM o PULG. El TNC cambia a la ventana del
programa y abre el diálogo para la definición del
BLK-FORM (pieza en bruto)
Seleccionar una pieza en bruto rectangular: Pulsar
la Softkey para la pieza en bruto rectangular
PLANO MECANIZADO EN GRÁFICA: XY
Z
Introducir el eje del cabezal, p.ej., Z
DEFINICIÓN DE LA PIEZA EN BRUTO: MÍNIMO
Introducir sucesivamente las coordenadas X-, Y- y
Z del punto MÍN, confirmar con la tecla ENT
DEFINICIÓN DE LA PIEZA EN BRUTO: MÁXIMO
Introducir sucesivamente las coordenadas X-, Y- y
Z del punto MÁX, confirmar con la tecla ENT
Ejemplo: Visualización del BLK-Form en el programa NC
%NEU G71 *
Principio del programa, nombre, unidad de medida
N10 G30 G17 X+0 Y+0 Z-40 *
Eje del cabezal, coordenadas del punto MIN
N20 G31 X+100 Y+100 Z+0 *
Coordenadas del punto MAX
N99999999 %NUEVO G71 *
Final del programa, nombre, unidad de medida
El TNC genera automáticamente la primera y última frase del
programa.
¡Si no se quiere programar la definición del bloque de
la pieza, interrumpir el diálogo en
Plano mecanizado
en gráfico: XY con la tecla DEL!