Pág. 464, 9 ciclos par a la tr aslación de coor denadas – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manual del usuario
Página 464
464
8 Programación: Ciclos
8.9 Ciclos par
a
la tr
aslación de coor
denadas
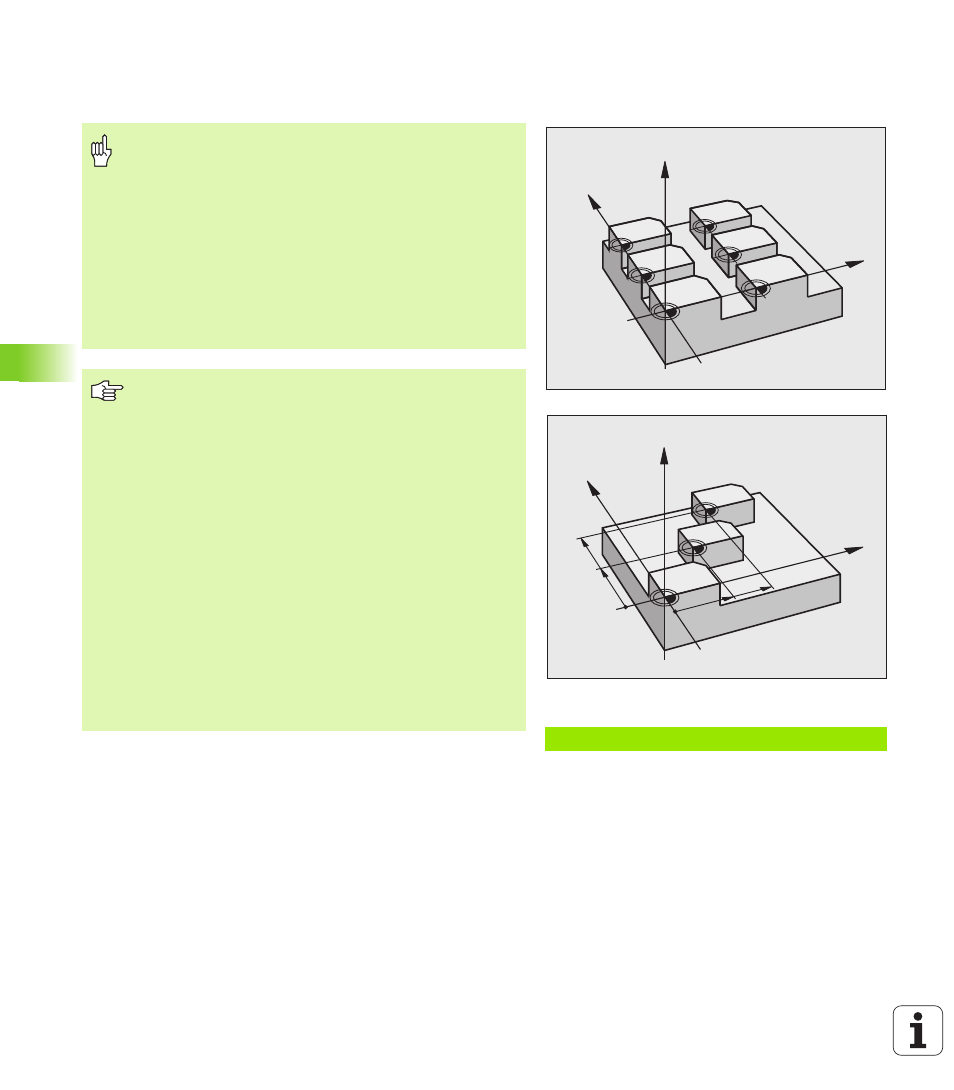
Desplazamiento del PUNTO CERO con tablas de
cero piezas (ciclo G53)
Ejemplo: Frases NC
N72 G53 P01 12 *
N
0
N
2
N
4
N
1
N
3
N
5
Z
X
Y
Z
X
Y
X
Y
X
Y
N
0
N
2
N
1
1
2
1
2
Los puntos cero de la tabla de punto cero se refieren
siempre y exclusivamente al punto de referencia actual
(preset).
El parámetro de máquina 7475 en el que antes se
determinaba si los puntos cero se referian al punto cero de
la máquina o al punto cero de la pieza, tiene ahora sólo
función de seguridad. Si MP7475 ésta fijado = 1, el TNC
emite un aviso de error si se llama a un desplazamiento de
punto cero desde una tabla de puntos cero.
Las tablas de puntos cero del TNC 4xx, cuyas coordenadas
se refieren al punto cero de la máquina (MP7475 = 1) no
pueden ser utilizadas en el iTNC 530.
Cuando se utilizan desplazamientos del punto cero con
tablas de puntos cero, se emplea la función Select Table
para poder activar la tabla de puntos cero deseada desde
el programa NC.
Si se trabaja sin la frase Select Table %:TAB:, hay que
activar la tabla de puntos cero deseada antes del test o la
ejecución del programa (también válido para el gráfico de
programación):
Al seleccionar la tabla deseada para el test del
programa en un modo de funcionamiento de Test del
programa
mediante la gestión de ficheros, en la tabla
aparece el estado S
Al seleccionar la tabla deseada para la ejecución del
programa en un modo de funcionamiento de
Ejecución del programa mediante la gestión de
ficheros, en la tabla aparece el estado M
Los valores de las coordenadas de las tablas de cero pieza
son exclusivamente absolutas.
Sólo se pueden añadir nuevas líneas al final de la tabla.