4 ejemplos de programación, Ejemplo: círculos de puntos, Ejemplos de programación – HEIDENHAIN TNC 620 (81760x-01) Cycle programming Manual del usuario
Página 172
Ciclos de mecanizado: Definiciones de modelo
6.4
Ejemplos de programación
6
172
TNC 620 | Modo de Empleoprogramación de ciclos | 5/2014
6.4
Ejemplos de programación
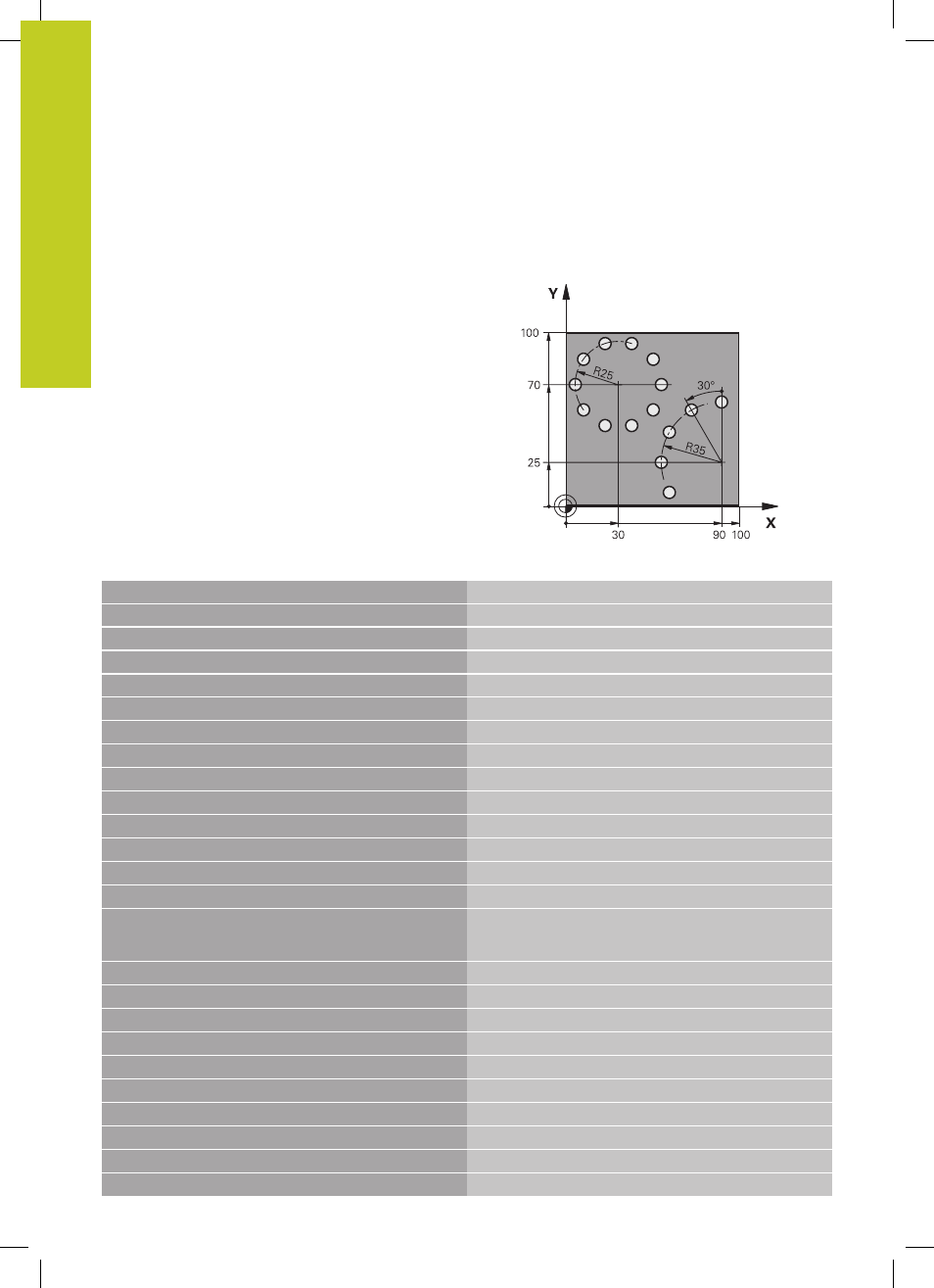
Ejemplo: Círculos de puntos
0 BEGIN PGM TALAD.MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Definición de la pieza en bruto
2BLK FORM 0.2 Y+100 Y+100 Z+0
3 TOOL CALL 1 Z S3500
Llamada de herramienta
4 L Z+250 R0 FMAX M3
Retirar la herramienta
5 CYCL DEF 200 TALADRADO
Definición del ciclo taladrado
Q200=2
;DIST. DE SEGURIDAD
Q201=-15
;PROFUNDIDAD
Q206=250
;AVANCE AL PROFUNDIZAR
Q202=4
;PROFUNDIDAD DE PASO
Q210=0
;TIEMPO DE ESPERA ARRIBA
Q203=+0
;COORD. SUPERFICIE
Q204=0
;2. DIST. DE SEGURIDAD.
Q211=0.25
;TIEMPO DE ESPERA ABAJO
6 CYCL DEF 220 FIGURA CIRCULAR
Definición del ciclo círculo de puntos 1, CYCL 220 se llama
automáticamente, Q200, Q203 y Q204 tienen efecto del
ciclo 220
Q216=+30
;CENTRO 1ER EJE
Q217=+70
;CENTRO 2º EJE
Q244=50
;DIÁMETRO CÍRCULO
Q245=+0
;ÁNGULO INICIAL
Q246=+360
;ÁNGULO FINAL
Q247=+0
;PASO ANGULAR
Q241=10
;NÚMERO DE MECANIZADOS
Q200=2
;DIST. DE SEGURIDAD
Q203=+0
;COORD. SUPERFICIE
Q204=100
;2. DIST. DE SEGURIDAD