Introducción, Calcular el giro básico, Pág. 535 – HEIDENHAIN iTNC 530 (340 49x-05) Manual del usuario
Página 535
HEIDENHAIN iTNC 530
535
14.7 Compensar la inclinación de la pieza con el sist
ema de palpación
14.7 Compensar la inclinación de la
pieza con el sistema de
palpación
Introducción
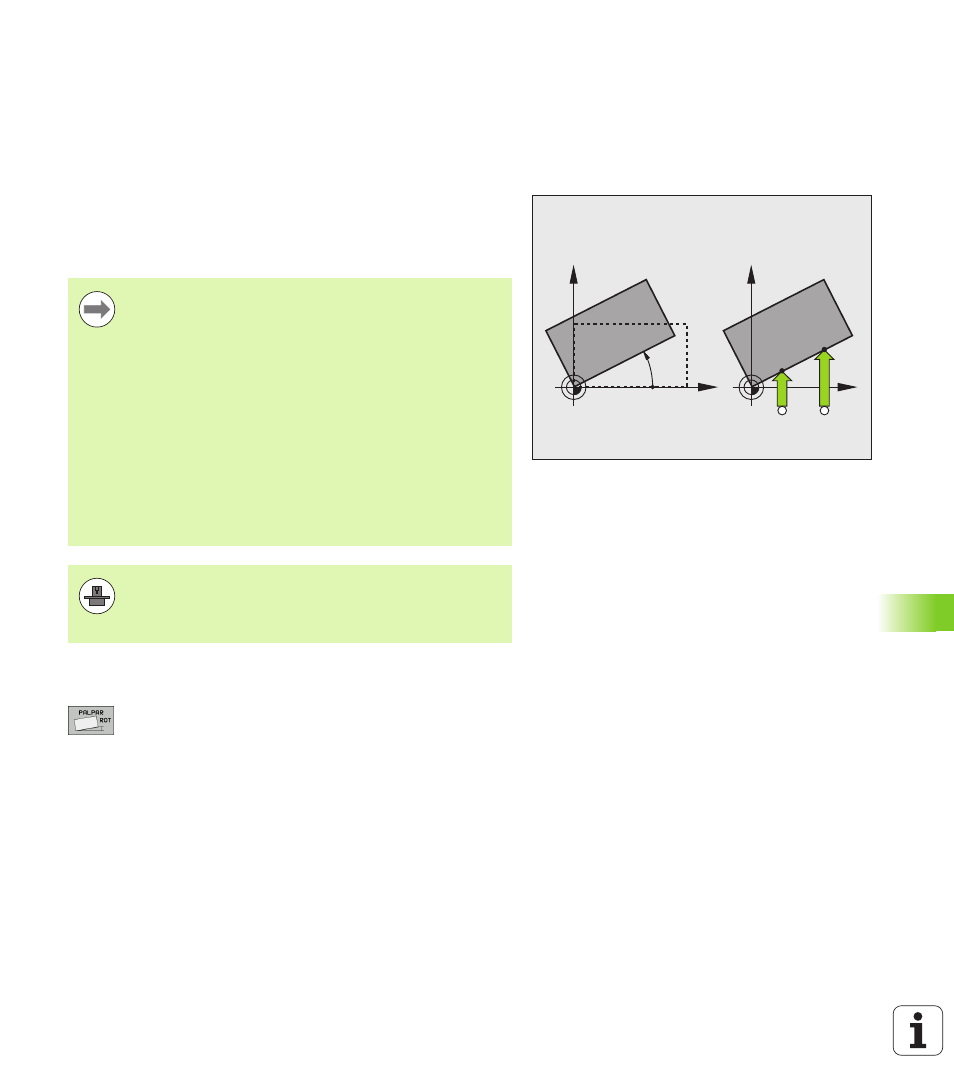
El TNC compensa una inclinación de la pieza mediante el "Giro básico".
Para ello el TNC fija el ángulo de giro sobre el ángulo que forma una
superficie de la pieza con el eje de referencia angular del plano de
mecanizado. Véase figura de la derecha.
Calcular el giro básico
U
Seleccionar la función de palpación: pulsar la softkey
PALPAR ROT
U
Posicionar el palpador cerca del pirmer punto de
palpación
U
Seleccionar la dirección de palpación perpendicular al
eje de referencia angular: Seleccionar el eje y la
dirección mediante softkey
U
Palpación: accionar el pulsador externo de arranque
START
U
Posicionar el palpador cerca del segundo punto de
palpación
U
Palpación: accionar el pulsador externo de arranque
START. El TNC calcula el giro básico y visualiza el
ángulo tras el diálogo Angulo de giro
X
Y
PA
X
Y
A
B
Seleccionar siempre la dirección de palpación para medir
la inclinación de la pieza perpendicular al eje de referencia
angular.
Para calcular correctamente el giro básico en la ejecución
del programa, deberán programarse ambas coordenadas
del plano de mecanizado en la primera frase de
desplazamiento.
También puede utilizar un giro básico en combinación con
la función PLANE. En ese caso, debe activar en primer
lugar el giro básico y, a continuación, la función PLANE.
En caso de modificar el giro básico, el TNC pregunta al salir
del menú, si desea memorizar el giro básico modificado
también en la correspondiente fila activa de la tabla de
presets. En ese caso, confirmar con la tecla ENT.
El TNC también puede realizar una compensación de
sujeción en tres dimensiones, en el caso de que su
máquina esté preparada para ello. Para ello deberá
ponerse en contacto con el fabricante de su máquina.