Tipos de herramientas admisibles, Empleo de otras herramientas: valores delta – HEIDENHAIN iTNC 530 (340 49x-05) Manual del usuario
Página 476
476
Programación: Mecanizado multieje
12.6 Cor
rección tr
idimensional de la her
ramienta (Opción de sof
tw
a
re
2)
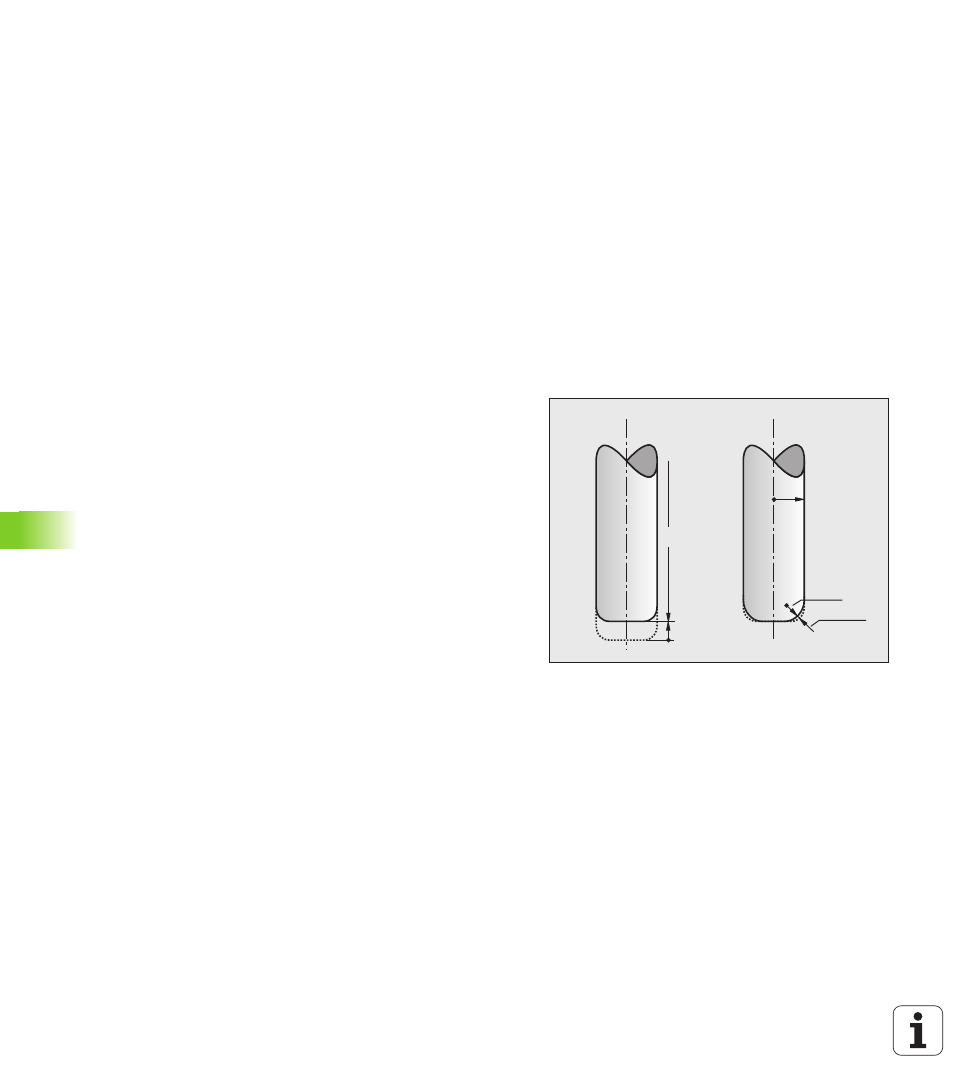
Tipos de herramientas admisibles
Los tipos de htas. admisibles (véase la figura) se determinan en la tabla
de htas. mediante los radios de herramienta R y R2:
Radio R de la hta.: Medida desde el punto central de la hta. a la parte
exterior de la misma
Radio 2 R2 de la hta.: Radio de redondeo desde el extremo de la hta.
a la parte exterior de la misma
La relación de R a R2 determina la forma de la herramienta:
R2
= 0: Fresado cónico
R2
= R: Fresado radial
0 < R2 < R: Fresado radial de esquinas
De estas indicaciones se generan también las coordenadas para el
punto de referencia de la herramienta P
T
.
Empleo de otras herramientas: Valores delta
Cuando se emplean herramientas con otras dimensiones a las de la
hta. original, se introduce la diferencia de longitudes y radios como
valores delta en la tabla de herramientas o en la llamada a la hta. TOOL
CALL
:
Valor delta positivo DL, DR, DR2: Las dimensiones de la hta. son
mayores a las de la hta. original (sobremedida)
Valor delta negativo DL, DR, DR2: Las dimensiones de la hta. son
menores a las de la hta. original (decremento)
El TNC corrige entonces la posición de la hta. según la suma de los
valores delta de la tabla de htas. y la llamada a la hta.
DL>0
L
R
DR2>0
R2