5 medir taladro (ciclo 421, din/iso: g421), Desarrollo del ciclo, Tener en cuenta durante la programación – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Manual del usuario
Página 376
376
Ciclos de palpación: Controlar las piezas automáticamente
16.5 MEDIR T
A
LADR
O (ciclo
421, DIN/ISO: G421)
16.5 MEDIR TALADRO (ciclo 421,
DIN/ISO: G421)
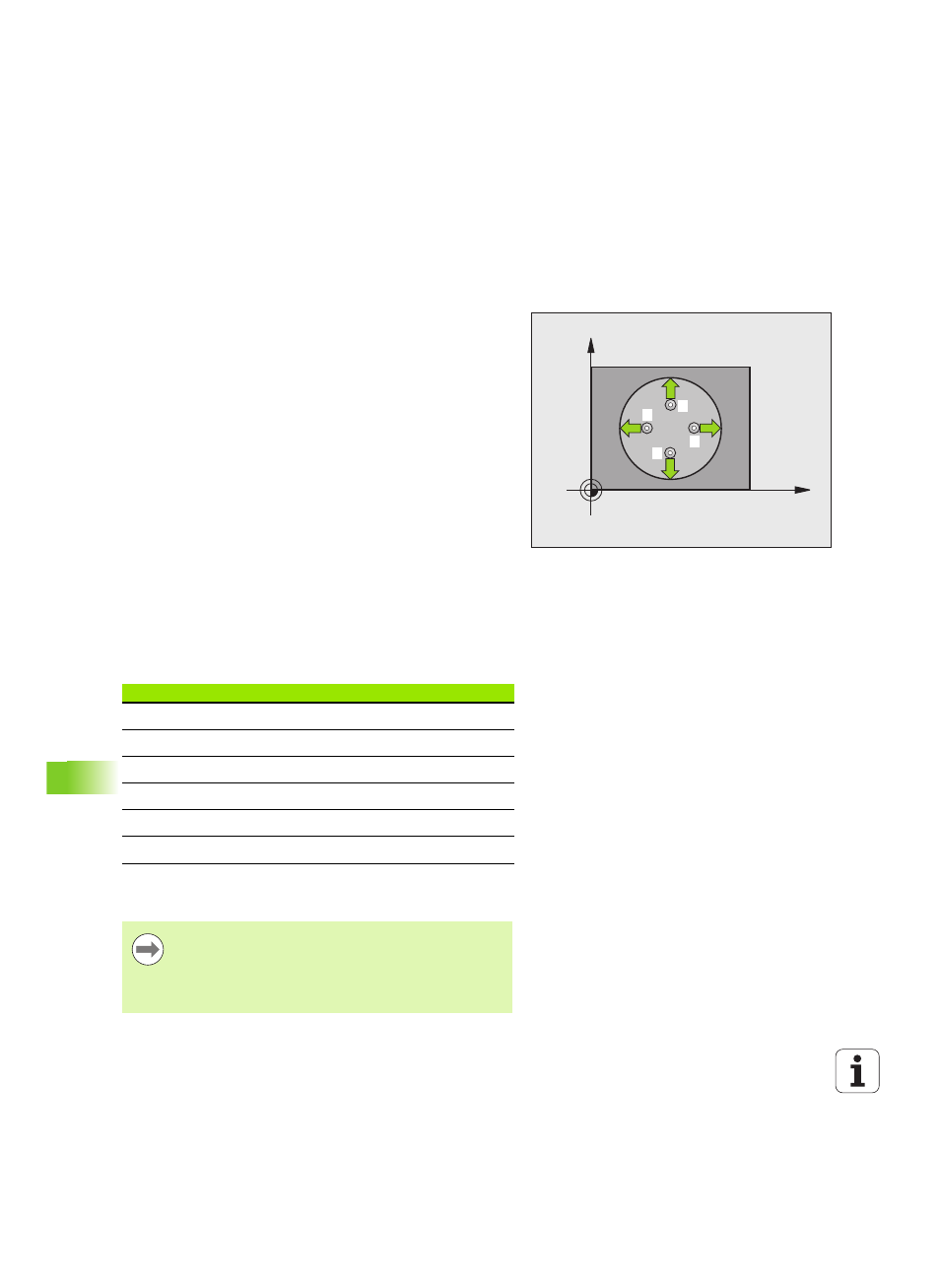
Desarrollo del ciclo
Con el ciclo de palpación 421 se calcula el punto central y el diámetro
de un taladro (cajera circular). Si se han definido los valores de
tolerancia correspondientes en el ciclo, el TNC realiza una
comparación del valor nominal y el real y memoriza la diferencia en los
parámetros del sistema.
1
El TNC posiciona el palpador en avance rápido (valor de columna
FMAX) y según la lógica de posicionamiento Ver “Ejecutar ciclos
de palpación” en pág. 283 hacia el punto de palpación
1
. El TNC
calcula los puntos de palpación según las indicaciones en el ciclo y
la distancia de seguridad indicada en el dispositivo SET_UP de la
tabla del sistema de palpación
2 A continuación el palpador se desplaza a la altura de la medición
programada y ejecuta el primer proceso de palpación con avance
de palpación (Columna F). El TNC determina automáticamente la
dirección de palpación en relación al ángulo inicial programado
3
Después el palpador se desplaza hasta el siguiente punto de
palpación en altura de medición o en altura de seguridad
2
y
ejecuta en ese punto el segundo proceso de palpación
4
El TNC posiciona el palpador en el punto de palpación
3
y después
en el punto de palpación
4
y ejecuta en ese punto el tercer o cuarto
proceso de palpación
5
Para finalizar el TNC hace rectroceder el palpador a la altura de
seguridad y memoriza los valores reales y las desviaciones en los
siguientes parámetros Q:
¡Tener en cuenta durante la programación!
X
Y
1
2
3
4
Nº de parámetro
Significado
Q151
Valor real del centro en eje principal
Q152
Valor real del centro en eje auxiliar
Q153
Valor real del diámetro
Q161
Desviación del centro en eje principal
Q162
Desviación del centro en eje auxiliar
Q163
Desviación del diámetro
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
Cuanto menor sea el paso angular programado, más
imprecisas seran las medidas del taladro calculadas por el
TNC. Valor de introducción mínimo: 5°.