7 acabado en prof. (ciclo 23, din/iso: g123), Desarrollo del ciclo, Tener en cuenta durante la programación – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Manual del usuario
Página 183: Parámetros de ciclo
HEIDENHAIN TNC 320
183
7.
7 A
C
ABADO EN PR
OF
. (ciclo 23, DIN/ISO: G123)
7.7 ACABADO EN PROF. (ciclo 23,
DIN/ISO: G123)
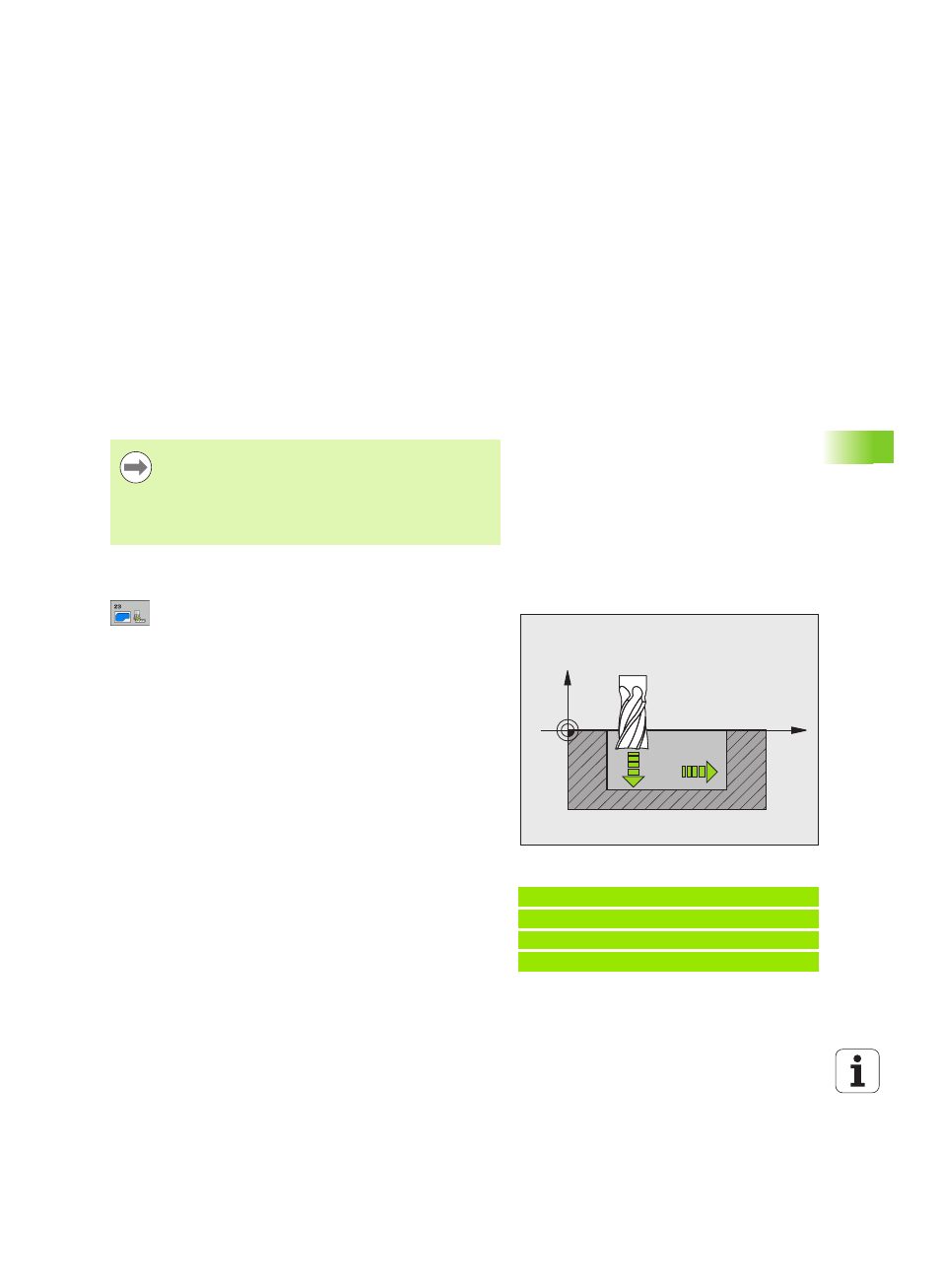
Desarrollo del ciclo
El TNC desplaza la hta. de forma suave (círculo tangente vertical) sobre
la primera superficie a mecanizar, siempre que se disponga de
suficiente espacio. En caso de espacios estrechos, el TNC profundiza
la herramienta de manera perpendicular. A continuación se fresa la
distancia de acabado que ha quedado del desbaste.
¡Tener en cuenta durante la programación!
Parámetros de ciclo
U
Avance al profundizar Q11: Velocidad de
desplazamiento de la hta. en la profundización.
Campo de introducción 0 a 99999,9999 alternativo
FAUTO, FU, FZ
U
Avance para desbaste Q12: Avance de fresado.
Campo de introducción 0 a 99999,9999 alternativo
FAUTO, FU, FZ
U
Avance de retroceso Q208: Velocidad de
desplazamiento de la hta. al retirarse tras el
mecanizado en mm/min. Cuando se introduce
Q208=0 el TNC retira la hta. con el avance Q12
Campo de introducción 0 a 99999,9999 alternativo
FMAX, FAUTO
El TNC calcula automáticamente el punto inicial para el
acabado. El punto inicial depende de las proporciones de
espacio de la cajera.
El radio de entrada para el posicionamiento a la
profundidad final queda internamente fijado y no depende
del ángulo de entrada de la herramienta.
Ejemplo: Bloques NC
60 CYCL DEF 23 ACABADO EN PROFUNDIDAD
Q11=100
;AVANCE AL PROFUNDIZAR
Q12=350
;AVANCE DE DESBASTE
Q208=99999 ;AVANCE DE RETROCESO
X
Z
Q11
Q12