1 ciclos sl con fór m ulas de cont or no complejas – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Manual del usuario
Página 219
HEIDENHAIN TNC 320
219
9.1 Ciclos SL con fór
m
ulas de cont
or
no complejas
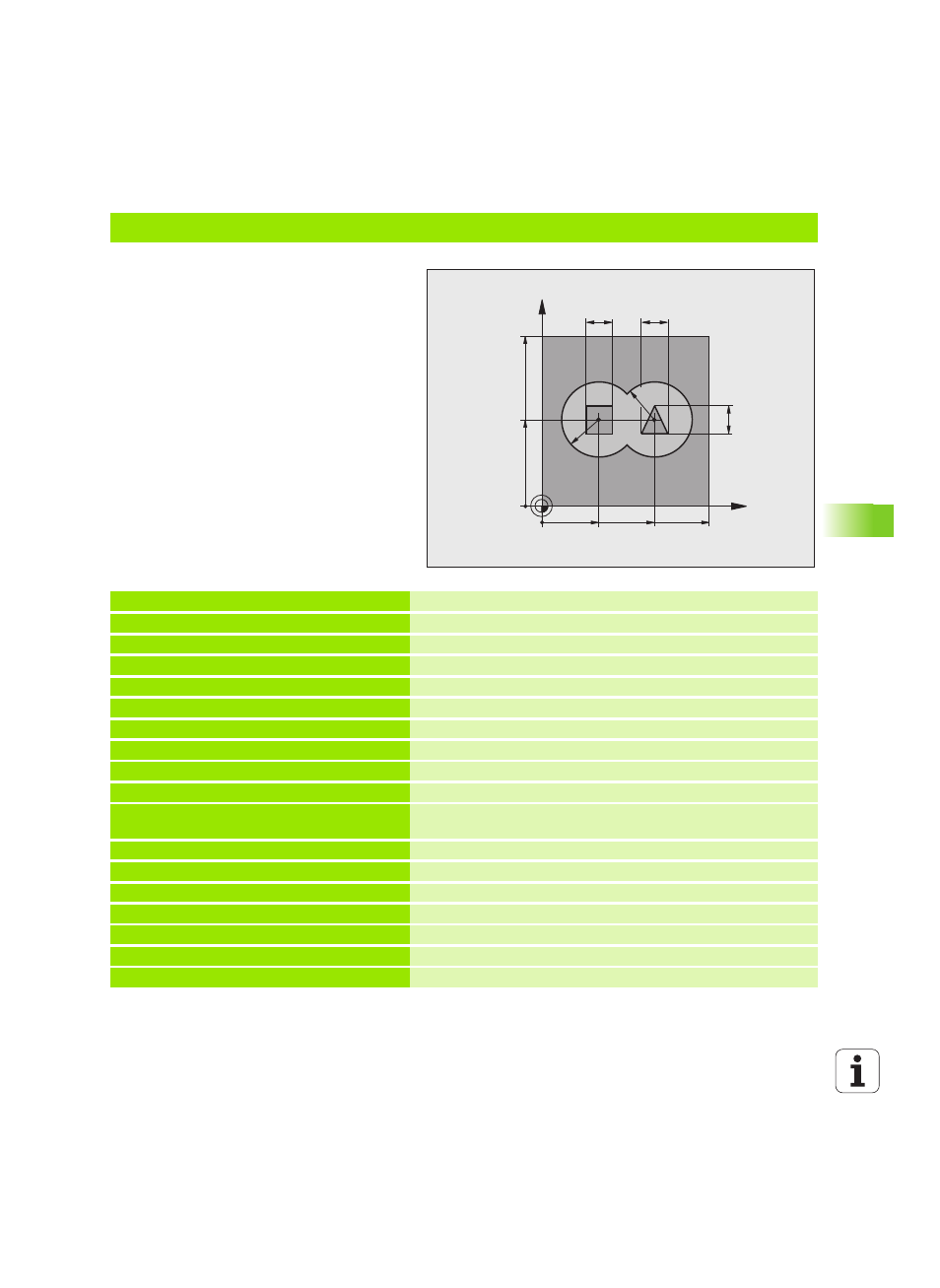
Ejemplo: desbastar y acabar contornos superpuestos con fórmula de contorno
0 BEGIN PGM CONTORNO MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Definición de la pieza en bruto
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+2.5
Definición de herramienta con fresa de desbaste
4 TOOL DEF 2 L+0 R+3
Definición de herramienta con fresa de acabado
5 TOOL CALL 1 Z S2500
Llamada de herramienta con fresa de desbaste
6 L Z+250 R0 FMAX
Retirar la herramienta
7 SEL CONTOUR “MODELO“
Fijar programa de definición de contorno
8 CYCL DEF 20 DATOS DEL CONTORNO
Determinar los parámetros de mecanizado generales
Q1=-20
;PROFUNDIDAD DE FRESADO
Q2=1
;SOLAPAMIENTO DE LA
TRAYECTORIA
Q3=+0.5
;SOBREMEDIDA LATERAL
Q4=+0,5
;SOBREMEDIDA EN PROFUNDIDAD
Q5=+0
;COORDENADA SUPERFICIE
Q6=2
;DISTANCIA DE SEGURIDAD
Q7=+100
;ALTURA SEGURIDAD
Q8=0.1
;RADIO DE REDONDEO
Q9=-1
;SENTIDO DE GIRO
X
Y
35
50
100
100
16
16
R25
65
16
R25