Acero inoxidable, Modo de operar, Plasma h35-n – Hypertherm HD4070 Rev.8 Manual del usuario
Página 34: Gas protector n, 70 a corte, Colores anillo-o: gris/amarillo (ver página 2-14), Métrico
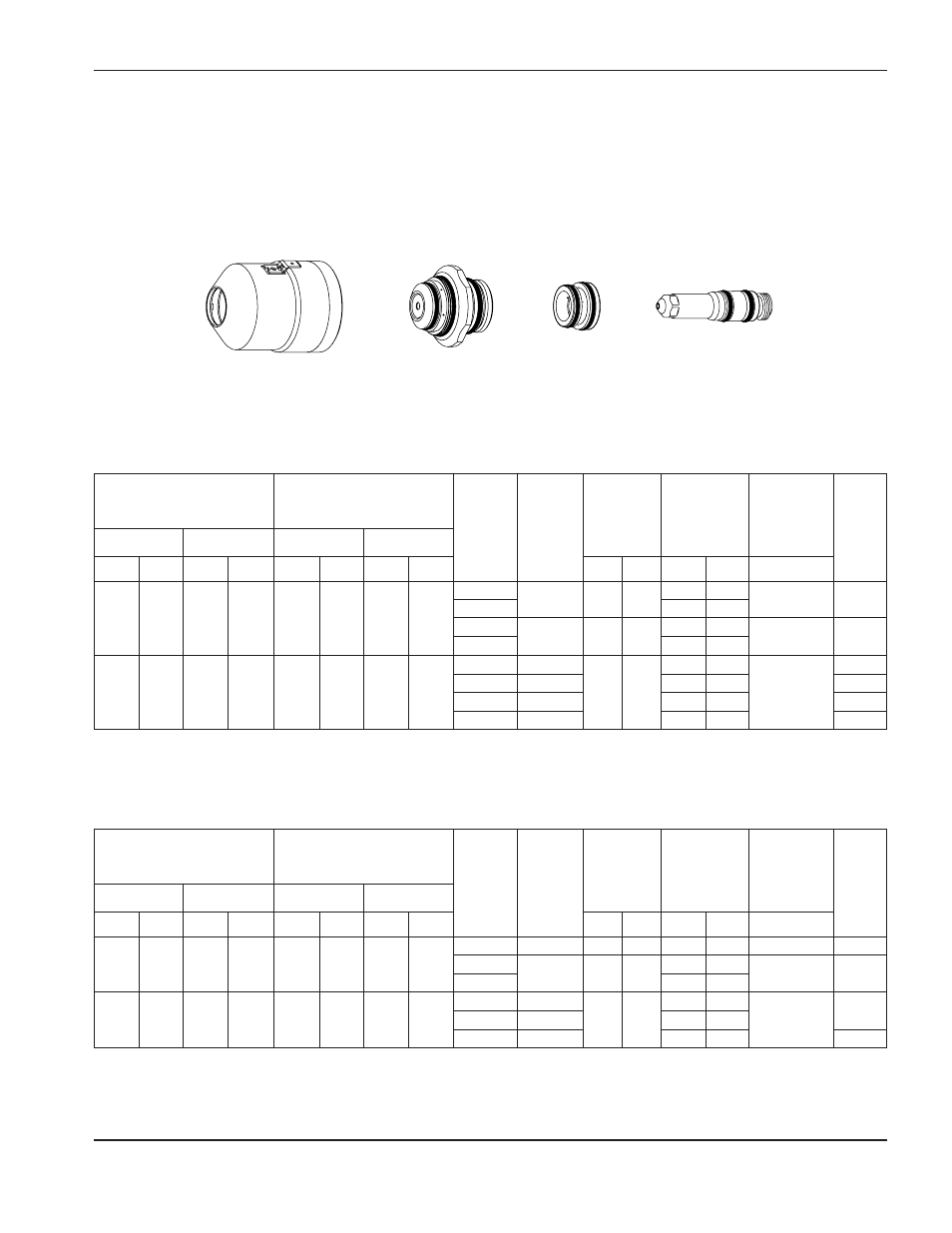
MODO DE OPERAR
5
HD4070
Manual del operador
2-21
Acero inoxidable
plasma H35-N
2
/ gas protector N
2
70 A corte
Colores Anillo-O: Gris/Amarillo (ver página 2-14)
16/0,064
123
0,06
1,5
380
9 652
0
0
30
0
75
0
30
0
75
14/0,078
350
8 890
200
12/0,109
148
0,20
5,0
140
3 556
100
0,2
10/0,141
130
3 302
3/16
141
80
2 032
0,3
12
17
0
65
12
17
0
45
1/4
144
0,12
3,0
50
1 270
200
0,4
5/16
145
45
1 143
0,5
3/8
146
40
1 016
0,6
Altura de perforado = Distancia antorcha-trabajo multiplicada por el factor de altura de perforado
Altura de perforado = Distancia antorcha-trabajo multiplicada por el factor de altura de perforado
INGLÉS
Espesor
del metal
(ga./pulg.)
Plasma
N
2
N
2
N
2
N
2
pulg.
mm
ipm
mm/m
%
H35
H35
H35
H35
Plasma
Aislador
Aislador
Voltaje
de arco
Distancia
antorcha-
pieza
Velocidad
de corte
Factor de
altura de
perforado
Demora
de
perforado
Compruebe la tasa
de preflujo
%
Compruebe la tasa
de flujo de corte
%
MÉTRICO
2
123,0
1,5
0,06
8 890
350
200
0
0
30
0
75
0
30
0
75
3
3 429
135
4
148,0
5,0
0,20
3 048
120
100
0,2
5
141,5
1 879
74
12
17
0
65
12
17
0
45
6
143,5
3,0
0,12
1 270
50
200
0,4
8
145,0
1 143
45
0,6
Espesor
del metal
(mm)
Plasma
N
2
N
2
N
2
N
2
mm
pulg.
mm/m
ipm
%
H35
H35
H35
H35
Plasma
Aislador
Aislador
Voltaje
de arco
Distancia
antorcha-
pieza
Velocidad
de corte
Factor de
altura de
perforado
Demora
de
perforado
Compruebe la tasa
de preflujo
%
Compruebe la tasa
de flujo de corte
%
120907
120713
120712
120711